



1.单刃外排屑小深孔钻
(1)结构特点 图2-206所示为单刃外排屑小深孔钻(即枪孔钻)。该深孔钻由切削部分和钻杆焊接而成,切削部分用W18Cr4V制造或硬质合金刀头镶制,钻杆为35~45钢无缝钢管,上压120°V形槽用以排屑,中空可通过切削液自切削部分腰圆孔2进入切削区域。其主切削刃由外刃、内刃两部分构成,交点为钻尖。
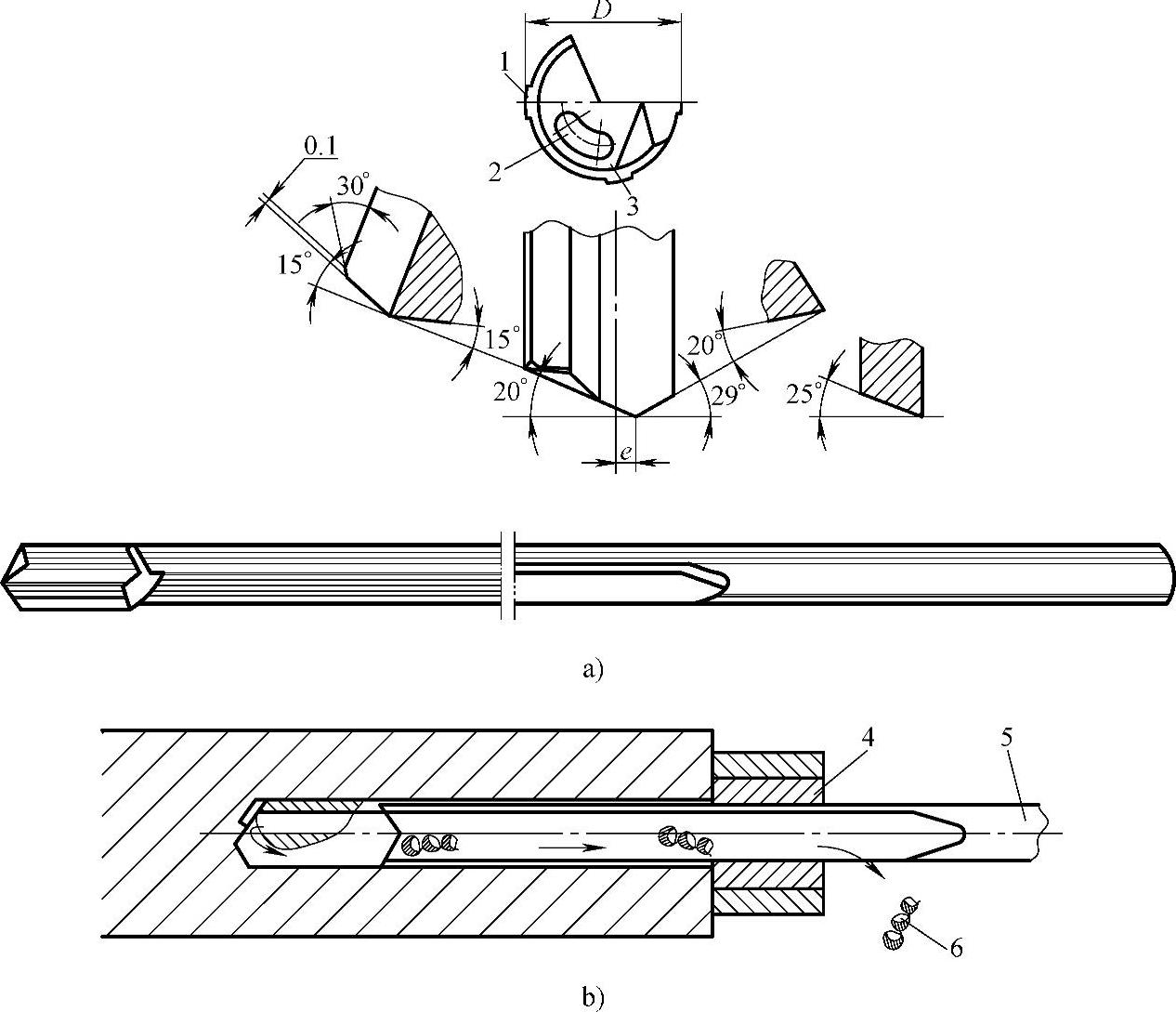
图2-206 单刃外排屑小深孔钻
a)外形及几何参数 b)排屑情况
1、3—棱边 2—腰圆孔 4—导向套 5—进切削液 6—出切屑
钻尖与钻杆轴线之间存在一偏移量e,有利于保证钻入孔内定心导向及控制切屑排向钻心处,以减小与孔壁的摩擦。e一般为0.2~0.3D(或取D/4,D为钻头直径)。过大,钻头支承区与孔壁的摩擦加剧,孔壁易被拉毛,切削热量也将增大;过小则导向性变差,钻削不稳定,容易振动并影响加工精度。棱边1和3在钻削时用以承受切削力,同时也具有导向作用。
(2)适用范围 该深孔钻适合钻削ϕ3~20mm的深孔,精度达IT8~IT10,表面粗糙度Ra值达1.25~5μm,孔的直线性也较好。
技能大师经验谈:
1)引钻时钻头容易摆动,定心差,应预钻60°浅孔或按图2-206所示增加导向套4。
2)钻杆细长易变形,溜板或刀架上应装有活动支承来支持钻杆。
3)工件须先找直,减小离心力的影响,保证钻削顺利进行。
4)随时注意排屑情况,若有阻塞,应立即退出钻头,清除切屑。
5)切削用量:n=3000r/min,f=0.01~0.02mm/r。切削油压力为6.5MPa、流量为18L/min,并保持稳定。
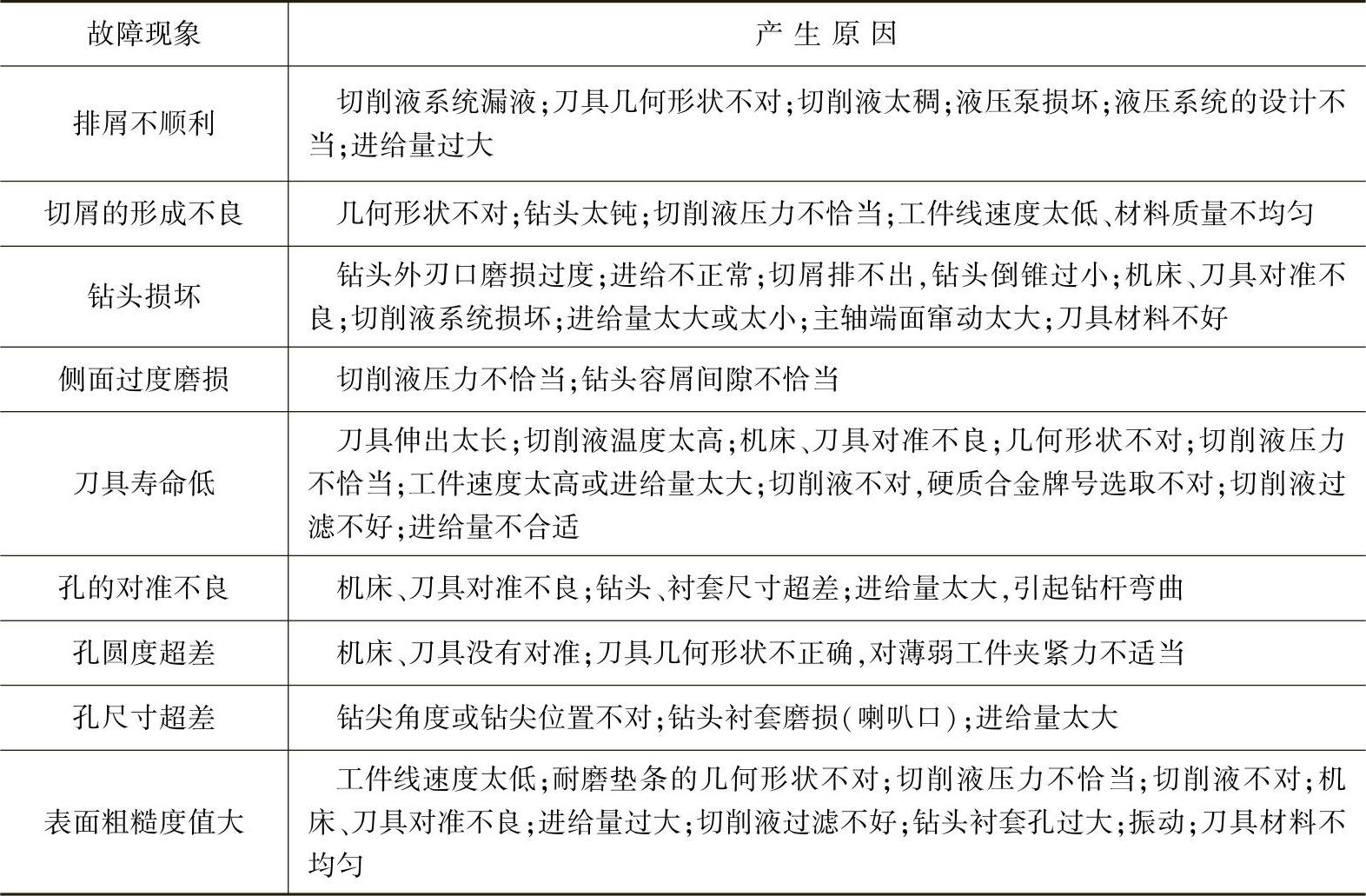
6)外排屑深孔钻易出现的故障及其排除见表2-8。
表2-8 外排屑深孔钻易出现的故障及其排除
2.错齿内排屑深孔钻
(1)结构特点 图2-207所示为错齿内排屑深孔钻。该深孔钻刀头使用35CrMo制成并经热处理调质至350HBW,刀片装夹采用可转位结构,其上装有不同牌号的硬质合金刀片1,钻杆为无缝钢管制作,刀头与刀杆以浅矩形螺纹连接。切削液由钻头及孔壁之间进入切削区域,再和切下的切屑一起经钻杆孔排出。
两主切削刃采用不对称、分段、交错排列的形式,其优点主要有:能保证可靠地分屑;克服了整体硬质合金刀具较难控制几何角度的缺点;可根据具体的切削状况,选用不同牌号的刀片(钻心部切削速度最低,使用韧性好的YG8刀片,外缘处切削速度较高,则选用耐磨性能较好的YT15刀片),有利于充分发挥刀具的切削效能。此外,由于此种深孔钻未采用焊接工艺,减小了热应力,避免刀片产生裂纹,因而延长了使用寿命。
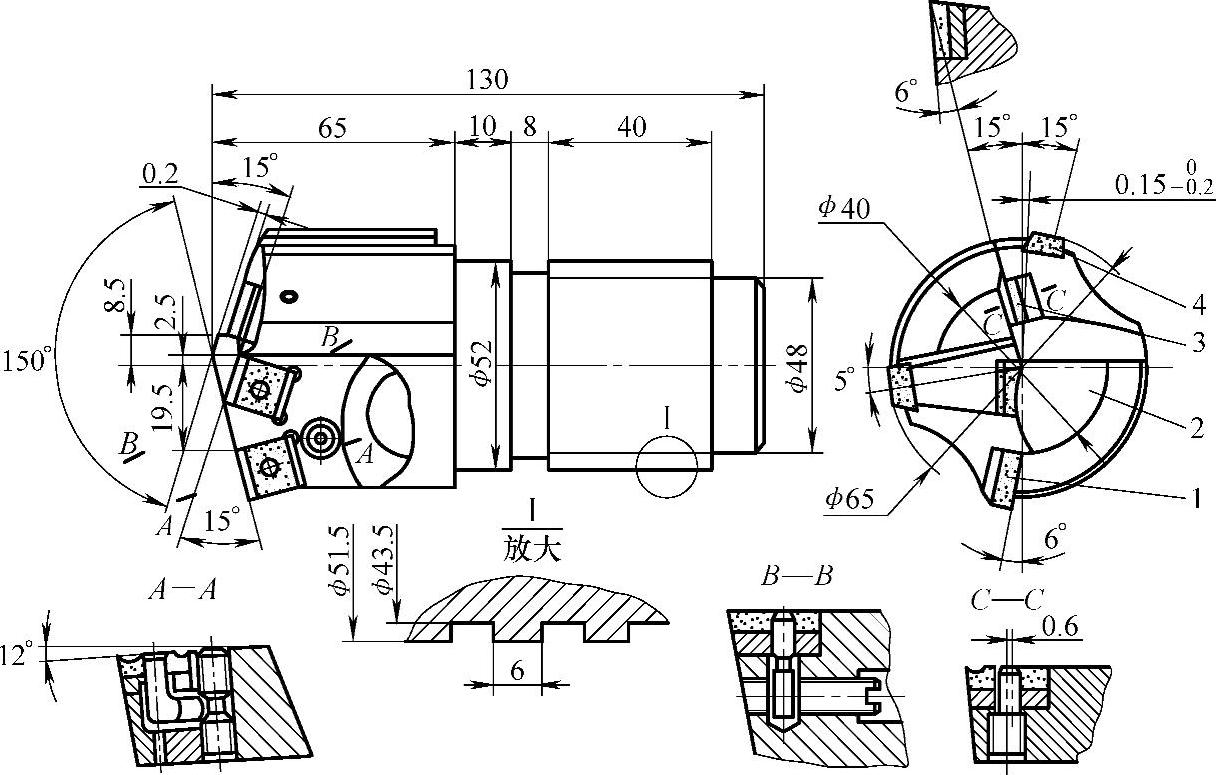
图2-207 错齿内排屑深孔钻
1—刀片 2—内刀片 3—中刀片 4—导向块
错齿内排屑深孔钻的内刃钻尖与轴线的偏移量为8.5mm,采用YW2硬质合金制成的斜楔式圆弧导向块4,有利于防止钻孔偏斜,而且导向块还可承受钻削中位于中刀片3下面的承受主切削刃的主切削力,内刀片2侧面承受主、副切削刃的径向切削力,两导向块的夹角为100°,可避免钻头直径磨损后因导向块卡住钻头而扭坏。
(2)适用范围 错齿内排屑深孔钻适合于直径为20~60mm的深孔加工,精度可达IT8~ITl0,表面粗糙度Ra值为2~5μm,孔的直线度误差为0.25mm/1000mm,能成数倍地提高钻孔效率。
技能大师经验谈:
1)钻孔前应先预钻浅孔或使用导向套,防止深孔钻定心不良而摆动。
2)除工件旋转外,有条件时,使刀具也做旋转运动,有利于保持钻杆进给直线运动的稳定性。同时,应尽可能地保证钻杆中心与工件回转中心重合。
3)调整进给量,使之与刀具前面断屑槽相匹配,控制切屑成小块C字形,便于排出。
4)导向块所在圆的直径,应比钻头实际尺寸略小0.03~0.05mm。
5)切削用量:vc=60~90m/min,f=0.12~0.15mm/r。采用切削液并根据孔径大小调整其压力和流量,通常压力为1.2~1.5MPa,流量为50~400L/min,且供液箱的密封性要好。
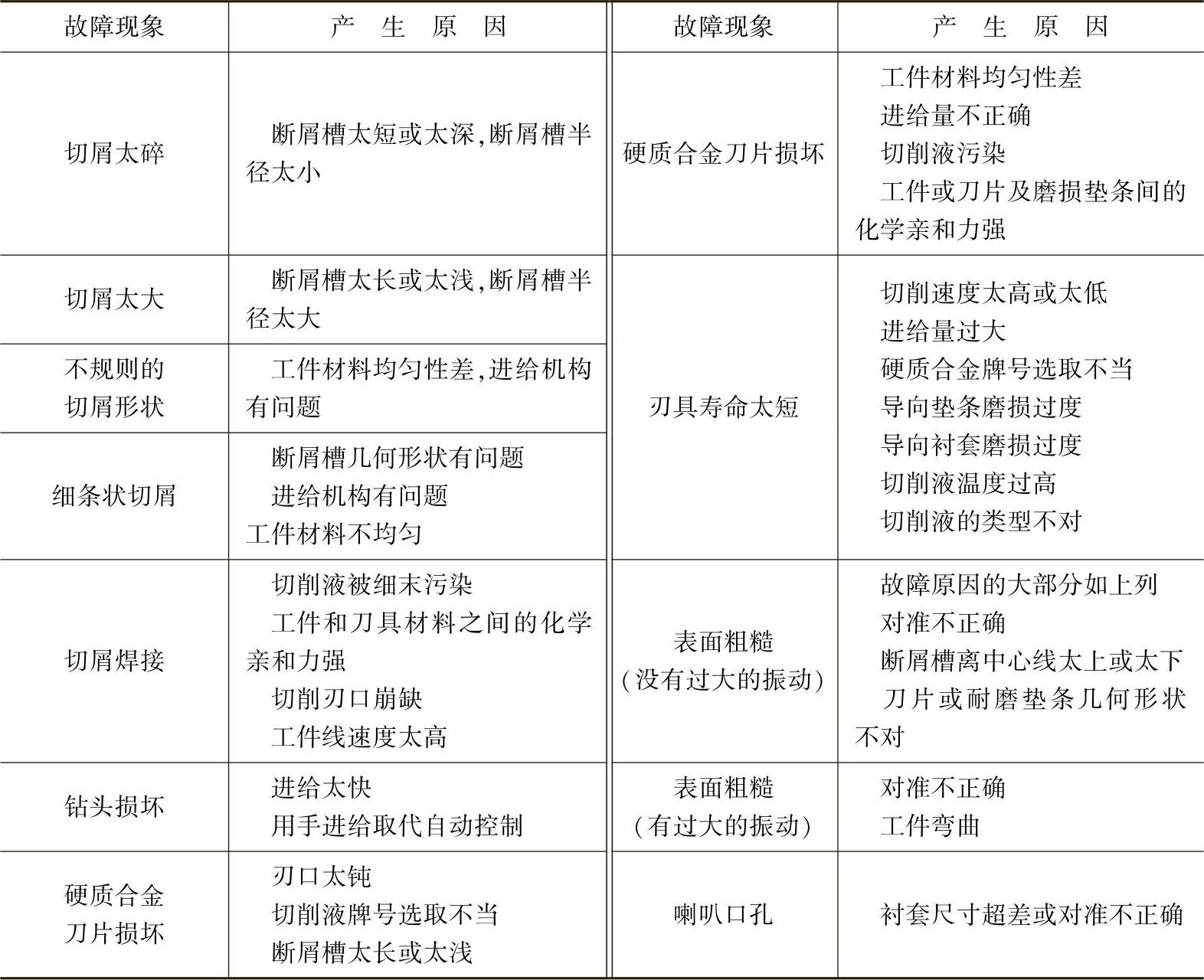
6)内排屑深孔钻的故障及其排除见表2-9。
表2-9 内排屑深孔钻的故障及其排除
3.喷吸钻
(1)结构特点 喷吸钻切削部分的结构、几何参数等均与错齿内排屑深孔钻相似(图2-208),主要是钻杆结构和排屑原理不同。
喷吸钻钻杆由内管2、外管3两部分组成,如图2-209所示。钻头体一般采用45钢制作,并以多线矩形螺纹与外管连接,内管尾端制有两排间距为5mm且向前倾斜30°的月牙孔6。每排沿圆周方向布孔3~4个,互不相连,两排错开一个孔位排列,共同组成首尾搭接的封闭环状。
具有一定压力的切削液从进液口K进入弹簧夹头4中,其中1/3经内管尾端四周缝隙较窄的月牙孔6喷入内管孔,并在倾角的作用下产生向后的喷射效应。切削液向后喷射时,因抽吸去管内部分空气而造成一低压区。另外2/3切削液则从内、外管之间经过钻头颈部小孔7雾状喷出至切削区域。
由于进入切削区域的切削液具有相当压力,而内管尾端又存在一低压区,故孔内前后两端存在着很大的压差。在一压一吸的作用下,切屑进入内管,迅速向后排出并带走了切削热,因此能达到改善钻孔时的工作条件、提高效率的目的。
(2)适用范围 此喷吸钻适于加工ϕ20~65mm的一般深孔,精度可达IT8~IT10,表面粗糙度Ra值为0.32~5μm。孔的直线度较好,能达到0.1mm/1000mm。生产率较麻花钻提高了5~10倍,也高于一般外冷却内排屑深孔钻,而且适用范围广,操作、调整比较方便、安全,切削液也不会四处飞溅。
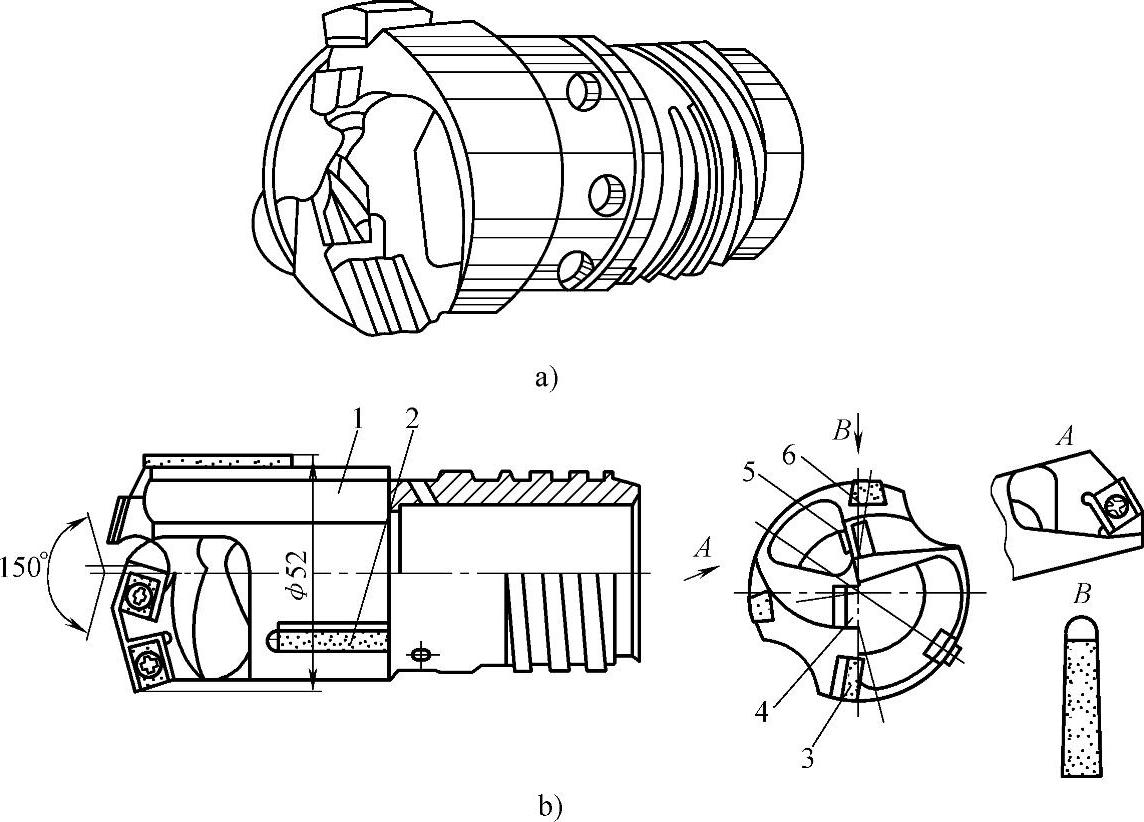
图2-208 喷吸钻
a)切削部分外形 b)基本结构
1—钻头体 2—导向块 3—外刃刀片 4—内刃刀片 5—中刃刀片 6—螺钉
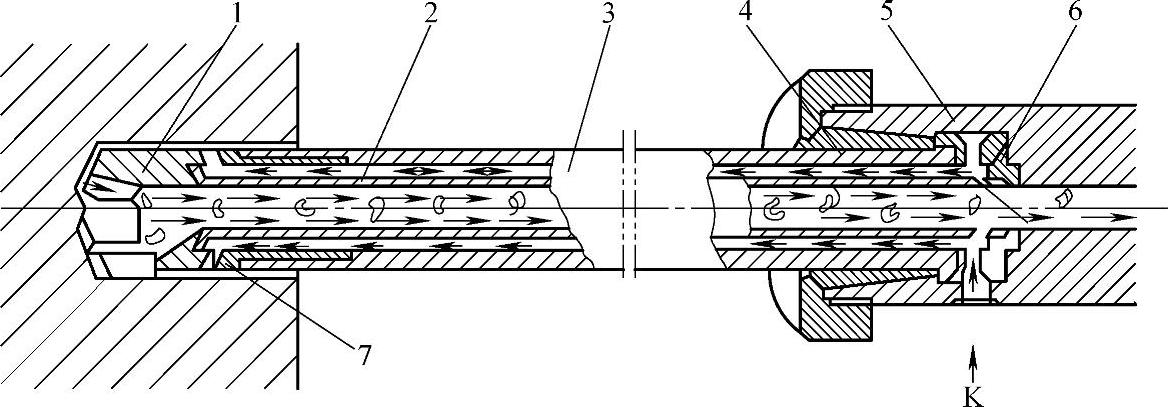
图2-209 喷吸钻的工作原理
1—钻头 2—内管 3—外管 4—弹簧夹头 5—刀杆 6—月牙孔 7—颈部小孔
技能大师经验谈:
1)切削液为乳化液,压力要适当(一般为0.8~1.2MPa)。若压力过小,切屑不易排出,而导致内管阻塞;若压力过大,又易使内管出口处变形,影响喷吸性能。流量为50~100L/min较为合适。
2)为防止钻头扭动,应增加导向套(图2-210)及其他附件。
3)切削用量:vc=100~120m/min,f=0.15~0.20mm/r。
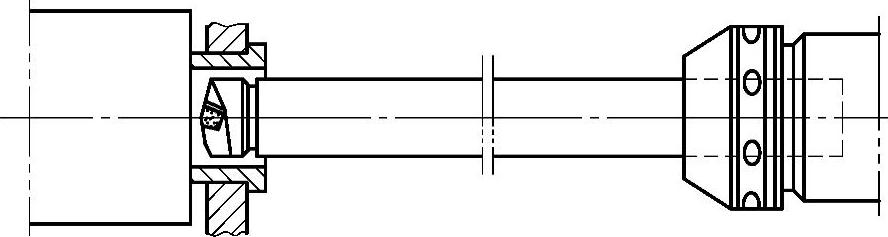
图2-210 喷吸钻的导向套
4)内刃刀片应具有3°刃倾角,刀尖须低于中心0.2mm。
5)断屑槽参数一般为:宽度B=1.4~2mm,深度h=0.4~0.5mm,连接圆弧半径R=(0.8±0.1)mm并应光整圆滑,断屑槽与切削刃的倾斜角为2°左右。同时需通过切削试验视断屑效果最后确定。
6)钻削深孔时,若沿钻头圆周放置四块导向块,将有助于提高钻头刚性,增强阻尼作用,既减小振动,又对孔壁有一定的压光作用。导向块应具有0.01/100的倒锥,以免擦伤工件,出现螺旋线痕迹。
4.深孔车刀
(1)结构特点 深孔车刀与一般内孔车刀的不同之处是,前后均带有导向垫。前导向垫4由两块硬质合金组成,其轴向位置在刀尖后面2mm左右,径向则应低于刀尖0.05~0.1mm,这样可使车刀在切削力作用下略有让刀的余地,而不致损伤孔壁。后导向垫6由四块硬质合金构成。导向垫有利于保证孔的精度和直线度,如图2-211所示。
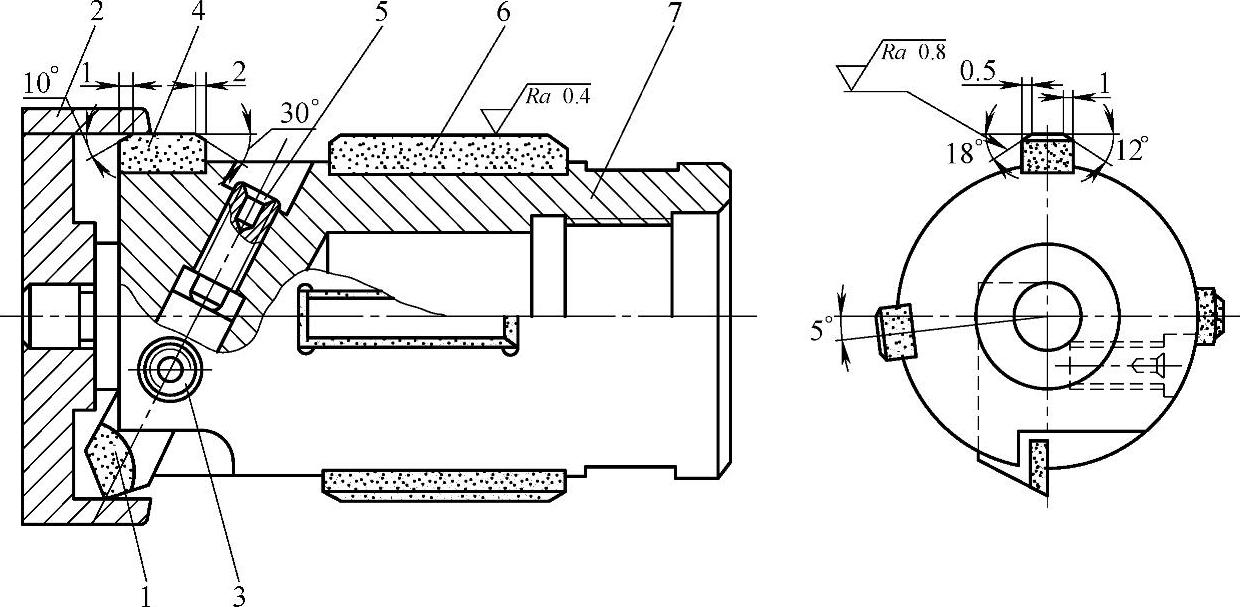
图2-211 深孔车刀
1—刀头 2—对刀规 3—紧固螺钉 4—前导向垫 5—调节螺钉 6—后导向垫 7—刀套
固定式前后导向垫通常用于小孔,装配式则用于大孔。
深孔车刀的刀头1以矩形螺纹与刀杆连接。刀尖的空间位置用调节螺钉5调整后由紧固螺钉3锁紧。
(2)适用范围 深孔车刀用于精度、表面粗糙度要求不是很高的深孔加工。
技能大师经验谈:
1)深孔车刀对断屑槽的尺寸要求较高,保证切屑成“C”字形折断,并采用前排屑方式,稳定地排出孔外。(https://www.xing528.com)
2)按顺进给方向进行推镗,使工件的安装、尺寸的调整较为方便,有利于提高效率。
3)须使用对刀规调整镗刀尺寸,保证镗刀与导向垫、刀套的尺寸一致。若镗刀尺寸较导向垫、刀套尺寸小,则内孔会出现竹节形误差。
4)车孔与钻孔使用的刀杆一致,可减少更换、调整刀杆的辅助时间。
5)切削用量:对于钢料零件,vc=10~20m/min,f=0.08~0.2mm/r;对于铸铁零件,vc=12~25m/min,f=0.1~0.25mm/r。
5.深孔浮动铰刀
深孔浮动铰刀加工精度和生产率均较高,适用于批量生产。
浮动铰刀块装于刀杆的刀槽内保持滑动配合,间隙在0.02mm以内。刀槽的制作要求也较高,刀槽对刀杆轴线的对称度及刀槽侧面和底面与轴线的垂直度误差均不得超过0.02mm。刀块尺寸可以调整。
如图2-212所示,浮动铰刀装有四块导向垫4,其前端的导向部分a直径尺寸比镗孔后的孔径小0.08~0.1mm,后端b的直径尺寸则比铰刀尺寸小0.08~0.1mm。导向垫的尺寸可以是固定的(用于铰削一种尺寸),也可以是可调式的(适用于铰削多种尺寸)。其制作材料,一般铰削采用硬质合金,精铰则使用夹布胶木(或白桦木),这些材料具有一定的弹性,可避免擦伤孔的表面。
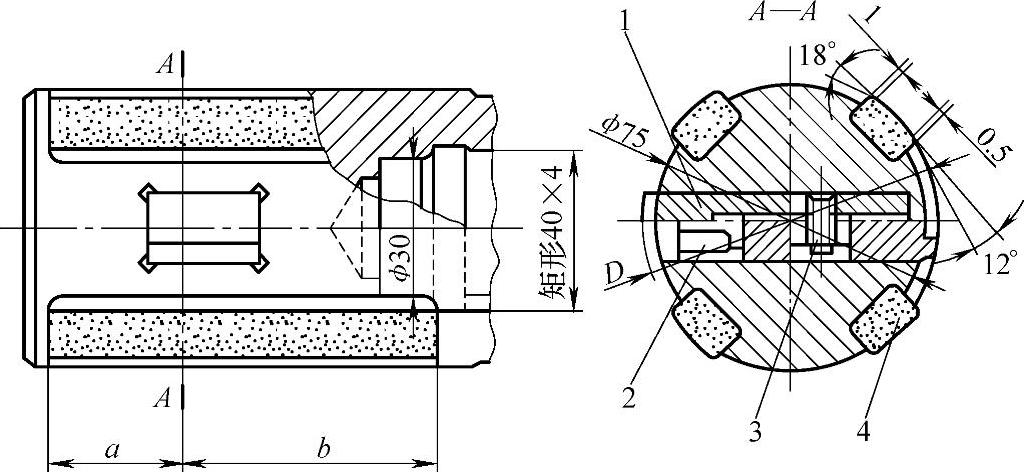
图2-212 深孔浮动铰刀
1—刀头 2—调节螺钉 3—紧固螺钉 4—导向垫
由于刀块的浮动,使其有较好的对中性,能消除机床、刀具误差而引起的孔径尺寸不稳定的弊病。
技能大师经验谈:
1)浮动铰刀可以提高孔的尺寸精度和表面质量,但不能改变坯孔的几何精度,故半精车时即应使孔的直线度和同轴度达到图样要求。
2)不宜加工有较大不圆整缺陷的工件。
3)更换深孔加工刀具时,必须注意更换相应的导向套。
4)使用硬质合金浮动铰刀精铰,表面粗糙度Ra值可达3.2μm以下,圆柱度、圆度误差不大于0.02mm。
5)可调式导向垫前端直径与孔紧配,后端直径略大于铰刀尺寸,进入孔内即自行磨除,以保持较准确的导向精度。
6.小直径深孔铰刀
(1)结构特点 切削刃口处磨出较大的正前角(γo=5°)和刃倾角(λs=20°~30°),且铰刀有供切削液流入切削区域的小孔,可保证切屑随切削液顺利排出。铰刀切削部分的切削刃间隔被磨去,因而增大了容屑空间;找正部分仍保持原有的切削刃数,修光刃后面具有0.3mm宽的刃带,可找正并压光孔壁,表面粗糙度Ra值可达1.6μm,如图2-213所示。
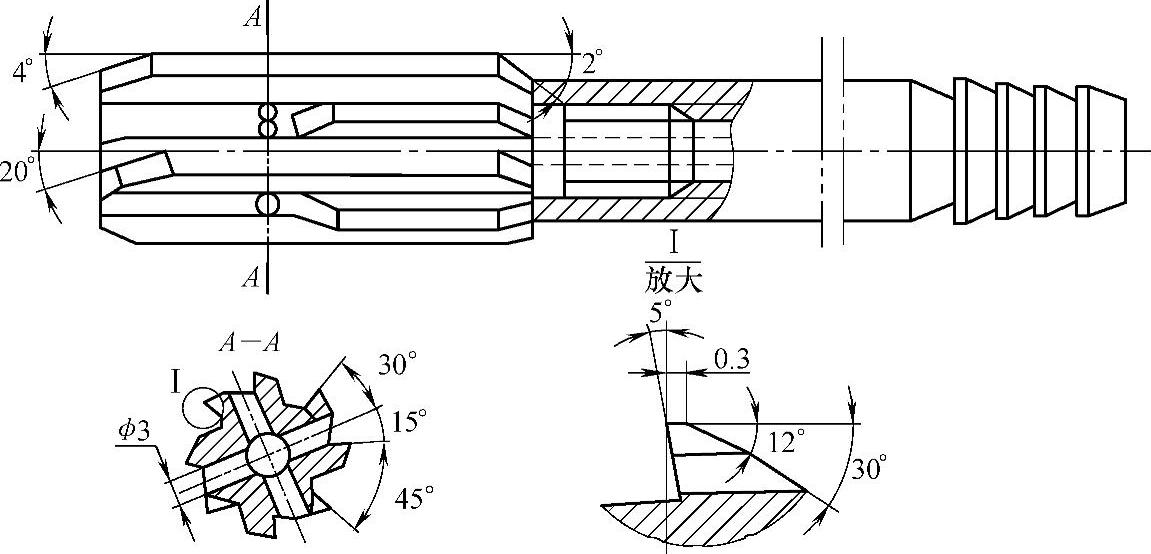
图2-213 小直径深孔铰刀
(2)适用范围 该铰刀适合于ϕ20~25mm、IT7级精度小深孔的最后精加工。
技能大师经验谈:
1)铰刀的切削部分较短,不能矫正已经出现的直线度误差,故铰孔前的粗加工、半精加工须保证孔的直线度达到要求。
2)安装铰刀时应注意铰刀轴线与孔的轴线必须重合。
3)切削用量:vc=4~12m/min、f=0.2~0.4mm/r。
7.深孔珩磨工具
对于精度要求较高、表面粗糙度值小的细长深孔工件,在车孔后,还可使用珩磨方法来提高孔的尺寸精度和减小表面粗糙度值。珩磨头是由细磨粒磨条组成的,按照珩磨轴的布置分立式和卧式两种,在车床上使用的是卧式珩磨头。磨条的张开方式分为机械(一般用弹簧)和液压(用液压缸和活塞杆)两种,图2-214所示是前一种可调节珩磨头的结构。使用时,珩磨头以插口式接头与珩磨杆连接。珩磨头上的磨条是用粘结剂(或机械的方法)固定在磨条座上的,珩磨前用手扶正珩磨头,旋动调节套,使珩磨头外径缩小进入孔内,然后旋动调节调整珩磨量。
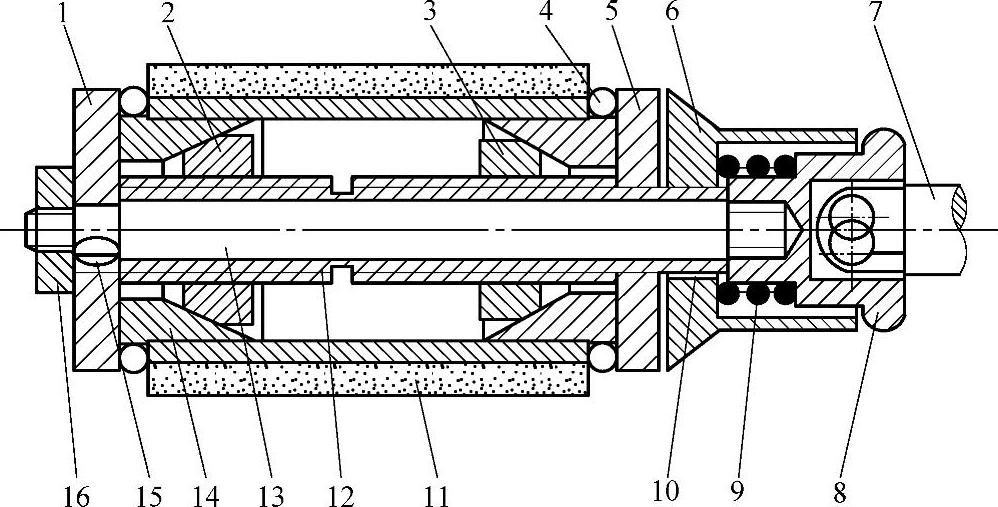
图2-214 可调节珩磨头结构
1—前底座 2—前圆锥 3—后圆锥 4、9—弹簧 5—后底座 6—调节套 7—珩磨杆 8—接头 10、15—键 11—油石 12—螺纹套筒 13—中心轴 14—油石座 16—螺母
图2-215所示为珩磨头剖面简图,在垂直方向的两个磨条座上改装成木条,这样可以减轻珩磨头的重量,保证珩磨精度。
磨条的材料应根据工件材料而定,珩磨铸铁工件时,选用黑色碳化硅磨料;珩磨调质钢料工件时,一般选用刚玉类磨料。粗珩磨时,磨条粒度为F80~F100;精珩磨时,以表面粗糙度Ra值为0.8μm为例,磨条粒度为F180~F240。
磨条的硬度一般在ZR~ZY之间。工件材料较软时采用硬磨条;工件材料较硬时采用软磨条。
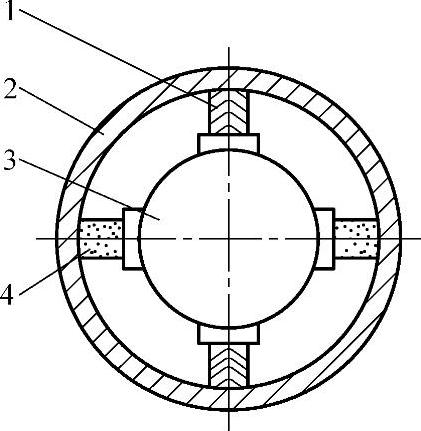
图2-215 珩磨头剖面简图
1—木条 2—工件 3—珩磨头 4—磨石
8.深孔滚压工具
用珩磨来精加工深孔虽可获得较好的表面质量和很高的精度,但是效率较低。可利用滚压方法来提高深孔的精度和表面质量,它的生产率可比珩磨提高若干倍。
孔的滚压加工可应用于直径为6~500mm,长度在5000mm以内的钢、铸铁和有色金属工件。
(1)滚压加工的特点 滚压加工与切削加工相比较,有以下几方面特点:
1)可以获得较小的表面粗糙度值,一般可达到Ra0.05~0.8μm,特别是对软金属(如铜、铝及其合金)可得到很光洁的表面。
2)可以强化金属工件的表面层,并保持金属纤维组织的完整。表面硬度可提高5%~50%,表面硬化层深度一般可达0.2~5mm甚至更大;表层产生残余应力,有利于提高工件的疲劳强度。
3)可以增大工件表面的有效支承面积,提高工件的耐磨性,并可改善与其相配工件的配合特性。
4)滚压过程平稳,受力均匀,产生热量少,一般不产生表面退火、烧伤和裂缝等缺陷。
5)滚压加工效率高,工具寿命高、较简单,便于实现加工自动化。
(2)滚压加工原理 滚压加工是一种压力光整加工,是利用金属在常态下的冷塑性特点,采用专用的滚压工具对工件表面层施加一定的压力,使工件表面层金属产生塑性流动,其结果是将工件表面原始残留下的凸起的微观波峰熨平,使其填入凹下的微观波谷内,从而改变表面微观波峰的分布状况,使表面粗糙度值减小。
(3)滚压工具 任何一种滚压工具都是由传递滚压力并保持滚压元件运动方向和位置的支承部分,以及与工件表面直接接触,起滚压作用的滚压元件部分组成的。不同的用途使用不同形状的滚压元件。滚压圆柱孔壁表面的滚压工具样式很多,下面介绍两种滚压工具。
1)滚珠式滚压工具。图2-216所示为弹性的可调节滚珠滚压工具,其滚压元件为钢球,在滚压过程中,由于滚压摩擦阻力的作用,钢球可以随阻力方向转动,因而滚压时钢球与工件之间只有滚动,不产生与工件表面的滑移,因此,在较小负荷下,能产生对工件较大的单位压力,使工件表面获得必要的塑性变形。
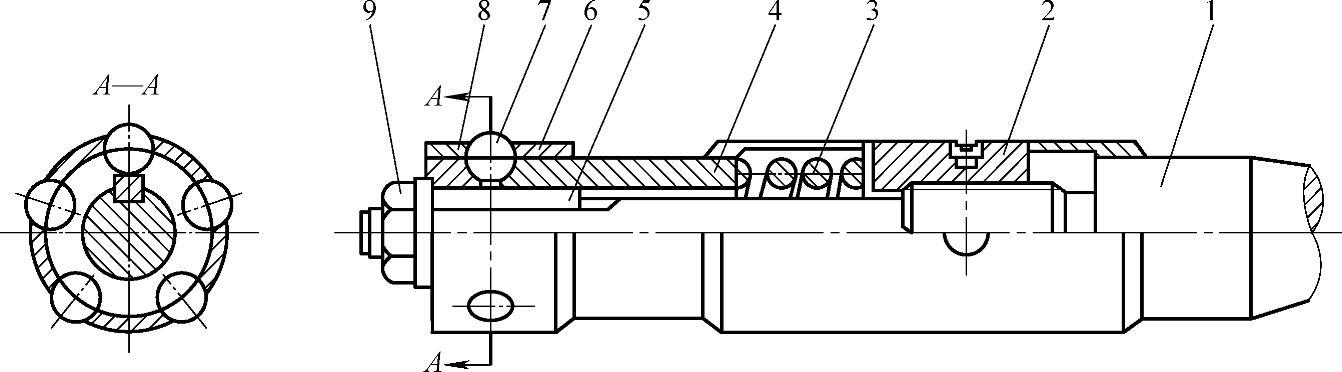
图2-216 弹性的可调节滚珠滚压工具
1—工具柄 2—调节螺母 3—弹簧 4—右支承 5—键 6—保持器 7—滚珠 8—左支承 9—螺母
这种滚压工具结构简单,可利用轴承上的标准滚珠。它适用于工件刚性较差,以压光表面和强化表层为主的滚压。但由于滚压面积较小,所以效率较低。
2)锥形滚柱滚压工具。如图2-217所示,其滚压元件为圆锥形滚柱,用GCr15钢制造,经热处理硬度为62~64HRC,滚柱直径公差为0.005mm。圆锥形滚柱的数量,一般根据孔径尺寸的大小选择4粒、6粒或8粒。滚压时,滚柱表面与工件表面之间形成有0.5°~1°的圆锥半角(图2-217a),其作用是减小滚柱挤压时的接触面。
滚压头径向尺寸能做微量调节,以适应不同挤压量的需要。调节原理是拧转滚花螺母9(图2-217a),可推动轴承座8、紧固螺母7、套筒6做轴向移动,并使锥形滚柱3在锥形套筒5上移动时,滚柱即径向伸缩,以调节滚压过盈量的大小。进行滚压时,滚柱的进给力作用在销子4上,通过套筒6、紧固螺母7传给推力轴承。当滚压头向右退出时,滚柱受到一个向左的力,使滚柱和压紧圈2、套筒6向左移动,滚压头外径便缩小,退出时不会损伤已滚好的表面,在全部退出后,滚柱在弹簧力的作用下复位。滚压时,取滚压过盈量为0.08~0.1mm。调节滚花螺母9旋转一圈时,滚柱在径向的伸缩量可按下式计算:
式中 X——径向伸缩量(mm);
P——调节螺母螺距(mm);
 ——锥度套筒的圆锥半角(°)。
——锥度套筒的圆锥半角(°)。
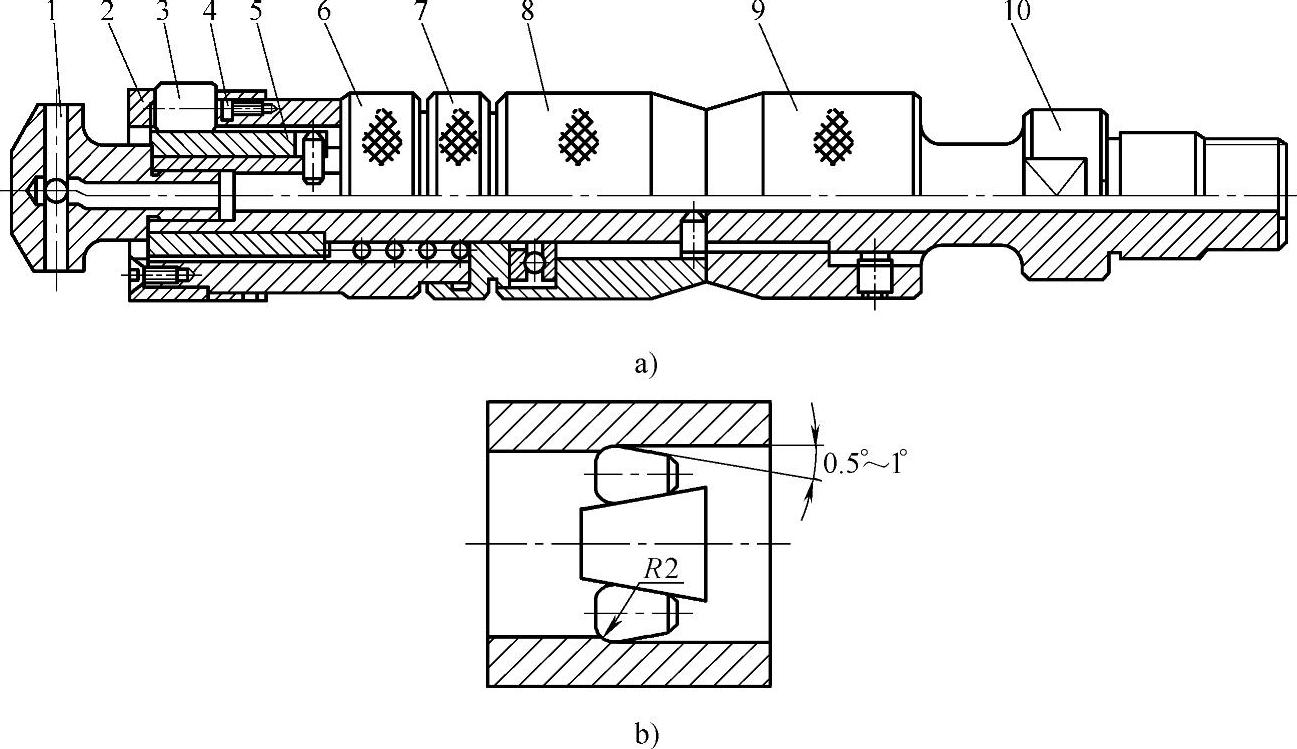
图2-217 锥形滚柱滚压工具
a)多滚柱刚性滚压头结构 b)锥形滚柱滚压内孔
1—喷油嘴 2—压紧圈 3—锥形滚柱 4—销子 5—锥形套筒 6—套筒 7—紧固螺母 8—轴承座 9—滚花螺母 10—连接轴
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。