



1.车削橡胶
(1)橡胶的车削特性 橡胶材料除了有一般非金属材料共有的导热性差、强度低等特点外,还有弹性极大的特点。因此在车削时,材料具有较高的弹性和可弯曲性、耐磨性,并具有抗化学腐蚀及良好的绝缘性能。特别是软橡胶类工件。因此橡胶制品在工业上应用极为广泛。绝大部分的橡胶制品由模具热压制成,但也有少数配件需切削加工后成形。
(2)刀具材料及几何角度的选择 常选用的刀具材料有:T8A、T10A、T12A碳素工具钢和W18Cr4V高速钢,在车削杂质较多的硬橡胶时,由于高速钢等刀具耐磨性较差,视具体情况,还可采用硬质合金刀具材料。
刀具最大特点是为保证车削顺利,使车刀尽可能锋利,采用γo=65°~75°的大前角和较大的后角。否则车削时不易达到要求的精度和较好的表面质量。为减小车刀后面与工件表面的摩擦,分散切削力和切削热,车刀磨有R2~3mm圆弧过渡刃和bε′=(1~2)f、κε′=0°的修光刃。为使切屑排出流畅,车刀的前面磨成大前角平面形和圆弧形组成的排屑槽。常用车橡胶外圆车刀的角度选择:前角为60°~75°,后角为10°左右,楔角为10°~15°,如图2-236、图2-237所示。

图2-236 车橡胶外圆车刀
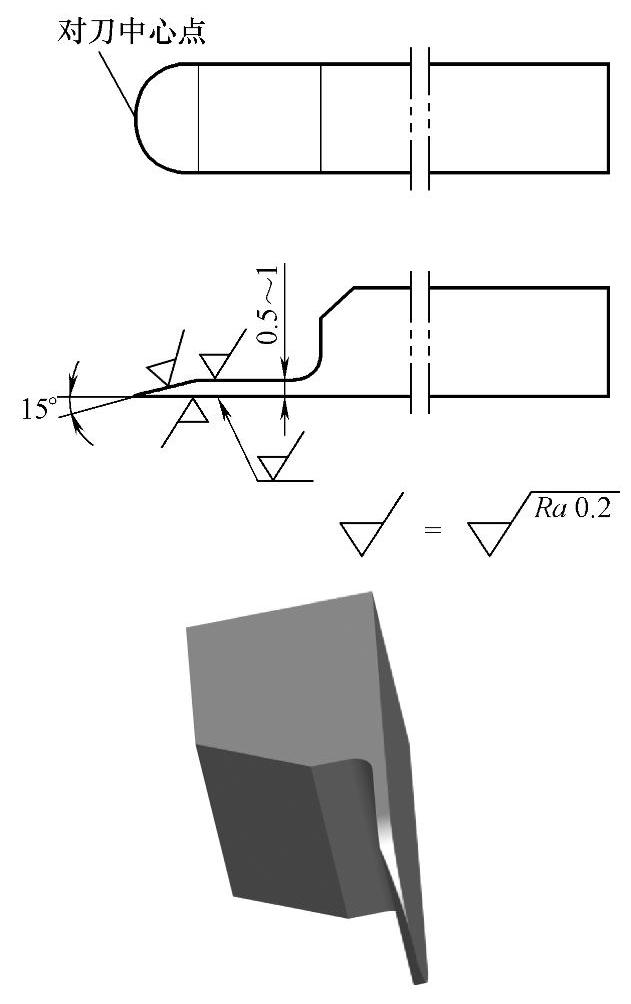
图2-237 切橡胶切断刀
(3)工件的装夹方法 由于橡胶的强度低、弹性好,车削中容易产生弹性变形,因此应特别注意工件的装夹方法。例如:可在卡盘上装夹平整木板钉住橡胶板,或用木质心轴装夹套、圈类工件增强橡胶抵抗切削的能力。
(4)切削用量的选择 硬、软橡胶的切削性能差别较大,应根据切削形式、车刀角度和不同种类型的橡胶来选择。一般切削速度都选得较大。切削用量一般为:vc=100~150m/min,f=0.5~0.75mm/r,ap=2~6mm。
车削时不得使用油类作切削液,以防油类腐蚀橡胶,致使其变形。特殊需要时,可采用水冷却。
(5)车削含杂质较多的硬橡胶时,也可使用硬质合金车刀。但由于这类材料热导率小,热量不易散发,所以要选用导热性良好的钨钴类硬质合金:YG8、YG6。刀具几何参数:粗车时,前角γo=40°~45°,后角αo=8°~12°;精车时,前角γo=45°~55°,后角αo=10°~15°,一般以切削楔角βo=20°~30°为宜。刀杆与前面相连部位磨成大圆弧,以使切屑通畅排出。图2-238所示是车橡胶硬质合金外圆车刀,用于大件橡胶件的外圆车削。
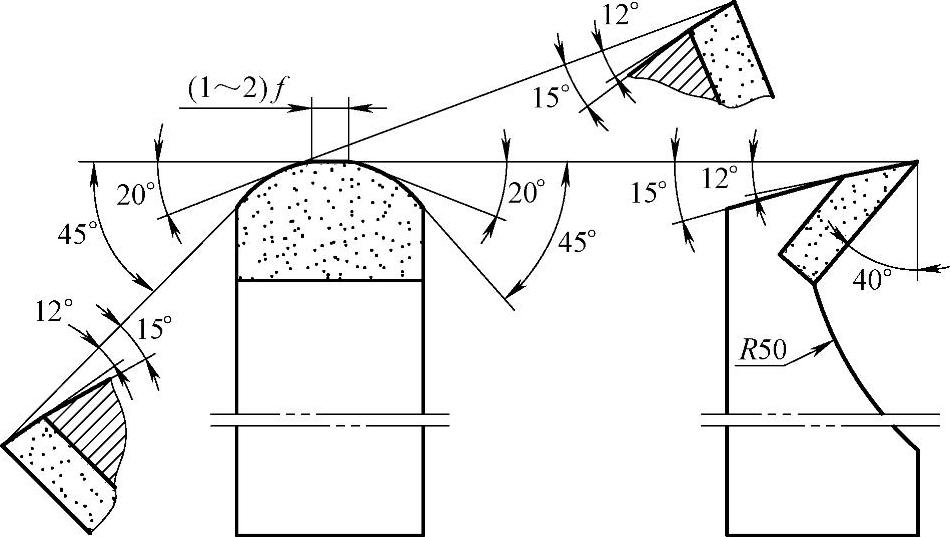
图2-238 车橡胶硬质合金外圆车刀
2.车削有机玻璃
(1)有机玻璃的车削特性 车削有机玻璃时,最突出的特点是:切削温度高则产生变形,甚至局部熔解成瘤状;在温度较低、切削力过大时,则会出现脆裂;另外,车削表面想达到一定的光亮程度有较大难度。
(2)刀具材料及几何角度的选择 常用的有YG6、YG8和W18Cr4V等。(https://www.xing528.com)
车有机玻璃车刀采用前角为30°~40°,后角为10°~12°,刃倾角为5°~20°,其余几何角度与一般车刀相似。
(3)切削用量的选择 进给量为0.08~0.3mm/r;切削速度:粗车时的切削速度比一般钢材略高,精车和车削薄壁工件时,其切削速度应比车削钢件时略低,以减小由于切削热而产生的变形。背吃刀量可参照一般钢件选择。
(4)车削方法 车削可分为:精车,留研磨余量;半精研磨,用F400水磨砂纸蘸水,研去车刀刀痕;精研磨,用F600水磨砂纸蘸水研磨;抛光,用干净的棉花或软布蘸机油,并加研磨膏抛光。实践证明,用牙膏抛光的效果也非常好。抛光后清洗晾干。
车削有机玻璃材料时,应注意以下几点:
1)切削刃要锋利,防止工件变形和表面质量差。选用正值刃倾角,防止切屑拉毛已加工表面。
2)背吃刀量和进给量不宜过大,以防工件碎裂、变形。
3)要防止温度过高产生变形和切削力过大产生脆裂。为此在加工中,可用压缩空气或加少量切削液进行冷却来控制切削温度。
3.车非金属外圆精车刀
图2-239所示为非金属外圆精车刀,刀具特点如下:
1)刀片材料为YG8、YG6硬质合金。
2)车刀的特点是前角较大,磨有圆弧断屑槽,并磨有λs=5°刃倾角,使切削轻快,排屑顺畅,有1~3mm的修光刃,使加工表面粗糙度值小。
3)切削用量:vc=150~180m/min,f=0.3~0.5mm/r,ap=0.1~0.5mm。
4)车刀适用于车削夹布胶木、硬木、有机玻璃及玻璃钢等非金属材料。
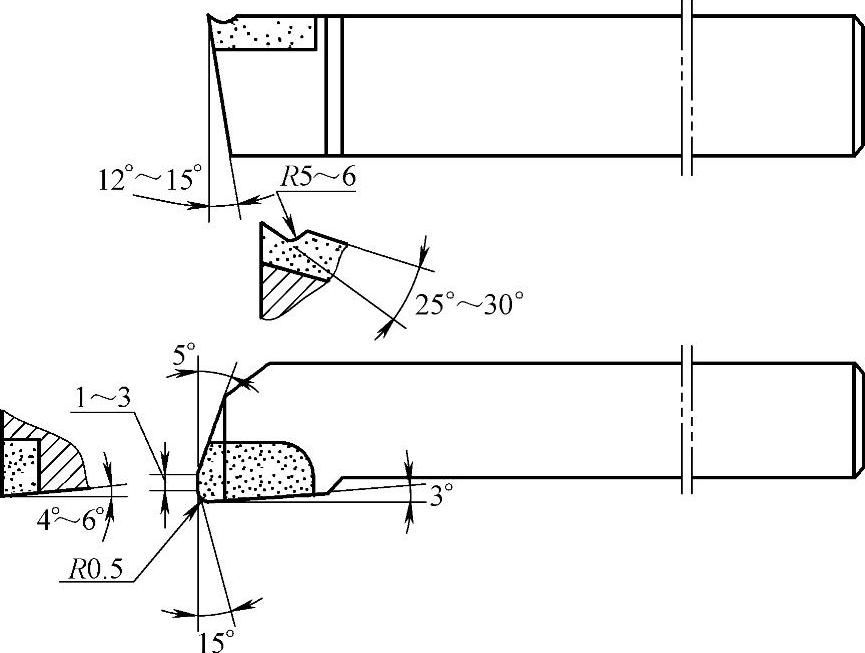
图2-239 非金属外圆精车刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。