



【摘要】:此外,为慎重起见,在试车第一件时,可将轴承座孔的直径车小1mm,经调整检验合格后再车至尺寸。轴承座孔距底平面的中心距的检验是该工件完工后的一项重要检验内容,特别是对首件的加工、检验,应将中心距尺寸调整控制在公差值的中性位置。
1.轴承座孔与底平面中心距的检验
采用量块比较法,如图3-78所示。在平板上平移百分表,用百分表测得微锥检验棒最高值后调零,与大致同于此高度的量块组进行比较。
中心距实际尺寸=量块组高度+百分表读数-微锥检验棒外圆实际尺寸的一半
技能大师经验谈:
此轴承座的装夹方法比较复杂,有很多造成工件超差的因素,因此,加强对首件产品的各项检验工作是非常重要的。此外,为慎重起见,在试车第一件时,可将轴承座孔的直径车小1mm,经调整检验合格后再车至尺寸。
轴承座孔距底平面的中心距的检验是该工件完工后的一项重要检验内容,特别是对首件的加工、检验,应将中心距尺寸调整控制在公差值的中性位置。
2.孔的轴线相对轴承座底平面的平行度的检验
如图3-79所示,移动百分表在A点取得最高值,调零后,移动百分表在B点取得最高值,比较两值,再将AB长度代入。(https://www.xing528.com)
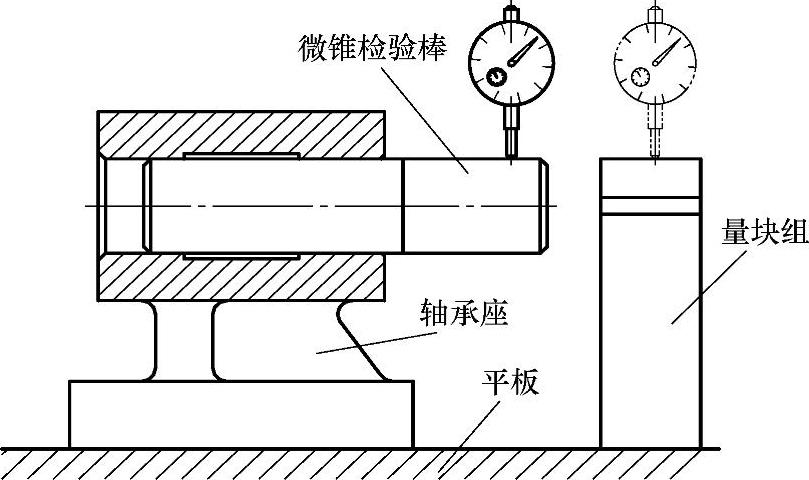
图3-78 轴承座孔与底平面中心距的检验
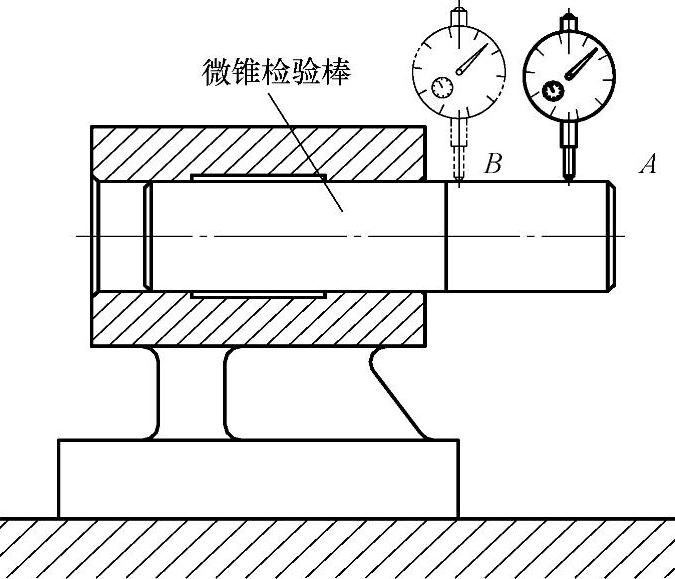
图3-79 轴承座孔与底平面平行度的检验
平行度误差=孔长L/AB长度×(A点测值-B点测值)
3.孔相对于底面槽的对称度检验
该项检验难度较大,如需要检验,可将标准工艺块装上角铁,重复找正一次即可得出此时的对称度误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。