



【摘要】:设计加工过程要点:1.机床尾座套筒装改制的偏心顶尖装置,内装可调偏位顶尖,可调偏位置。图1.9-1为普通花键铣床滚锥度三角花键结构图图1.9-1 普通花键铣床滚锥度三角花键结构图1—头架 2—拨盘 3—拨杆 4—带钢球顶尖 5—合金顶尖 6—方座 7—外套 8—尾座套筒 9—调整螺钉 10—半圆顶块 11—顶紧螺钉
设计背景:
普通花键铣床只能加工圆柱形花键,不能加工锥形三角花键工件。以往一直在滚齿机上加工,某公司由于产量大、滚齿机少,产品跟不上用户要求。厂里花键铣床又闲置,为了解决这一难题,在花键铣床上动脑子,设计革新了专用工装,反复试验改进,实现了在普通花键铣床上滚锥度三角花键的目的,扩大了花键铣床的功能。
设计加工过程要点:
1.机床尾座套筒装改制的偏心顶尖装置,内装可调偏位顶尖,可调偏位置。头架装球形顶尖,工件在偏心顶尖中旋转、滚齿转动、走刀切削即可加工出锥度花键齿形。
2.外套为圆柱筒形,一端镗孔装机床尾架套筒,螺钉紧固。另一端铣长孔装方座,通过半圆顶块、螺钉调整偏位置。
3.方座加工锥度孔装合金顶尖,装入外套内调整偏位量。
4.为了减少工件偏位后工件顶尖孔摩擦力,机床主轴孔顶尖用球形。
5.工装件用40Cr钢调质处理后精加工。
装置结构原理特点:(https://www.xing528.com)
机床头架1装拨盘2,锥度孔装带钢球顶尖4,拨杆3带动工件旋转。尾座套筒8装外套7、内装方座6、合金顶尖5、两个半圆顶块10。通过调整螺钉9调偏位置,调好后用顶紧螺钉11顶紧,即可加工。
通过调整方座偏心量即可加工不同锥度三角花键工件。
使用效果:
解决了生产燃眉之急,扩大了机床加工功能,为普通花键铣床加工锥度工件革新了工艺。
图1.9-1为普通花键铣床滚锥度三角花键结构图
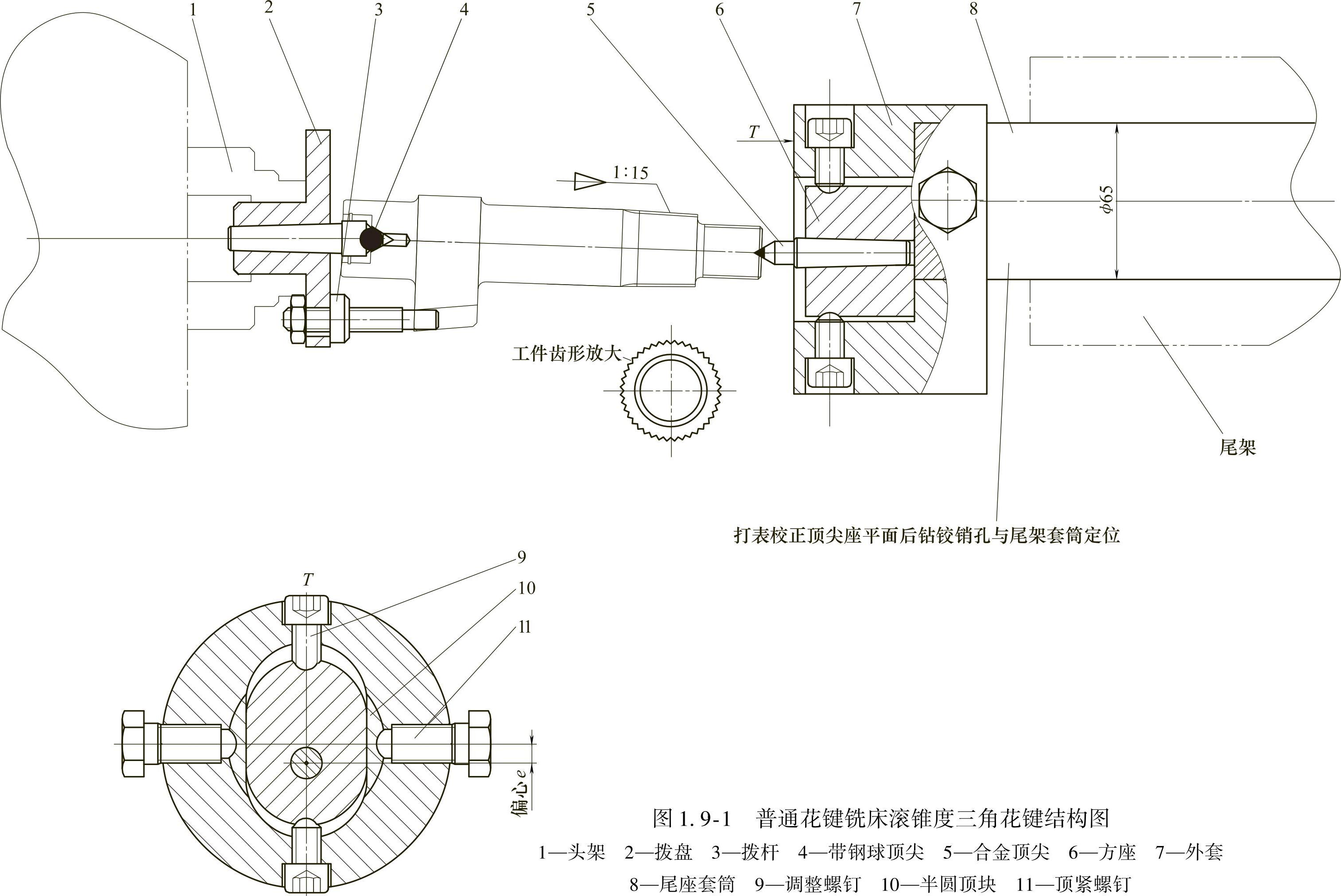
图1.9-1 普通花键铣床滚锥度三角花键结构图
1—头架 2—拨盘 3—拨杆 4—带钢球顶尖 5—合金顶尖 6—方座 7—外套 8—尾座套筒 9—调整螺钉 10—半圆顶块 11—顶紧螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。