



设计背景:
钢材取料是大型工件加工必要工序,某公司在生产出口不锈钢钻铤时,首先要套料取样,一般用内冷式镗孔套料机床加工。根据不锈钢切削性能差、加工难度大的特点,我们利用旧设备改制替代镗孔套料机,解决了套料取样加工问题,保证了正常生产,同时根据车床刀具旋转内冷却困难的情况,设计了内冷却管路装置,实现了车床内冷却套料加工。
设计过程要点:
用C630旧车床改装,去掉刀架和横拖板,设计制作多工位工件固定架(通过工件固定架的偏置安装、四次转位装夹),固定架要刚性好、在拖板上紧固牢靠,内冷却刀杆设计为莫氏5号锥度柄与机床内锥套装配定位,再用机床自定心卡盘夹紧刀杆柄,增强刀杆刚性,刀杆与旋转内置式冷却管路密封连接即可套料加工和刀具内冷却。
套料机结构和内冷却原理特点:
C630车床拆去刀架、拖板,工件固定架8装在大溜板11上,调整好后用螺钉12紧固(并装定位销),工件用顶紧螺杆9、10转位紧固,套料刀杆7由主轴孔锥套定位、自定心卡盘6夹紧,管路总成5通过轴承架支架1、通水管轴承架2、通水管轴承3支承定位,轴承架防转螺钉4顶住防转、轴承架支架1两螺钉固定于机床护板(图1.13-1)。
如图1.13-2所示,进水管总成,由轴承架2、内轴承3、油封4、挡圈5、冷却管6等装配而成,冷却管在轴承架2内可旋转。前端与刀杆9连接进水冷却刀具,后端通过轴承架支架两螺钉定位防转,冷却液通过进水管进入冷却管6圆周孔冷却刀具。
使用效果:
改装试用多年,在生产上发挥了较大作用,解决了不锈钢工件取料加工和车床内冷却旋转管路改装设计关键。
图1.13-1为改制内冷却套料机结构示意图。(https://www.xing528.com)
图1.13-2为套料机内冷却管路结构示意图。
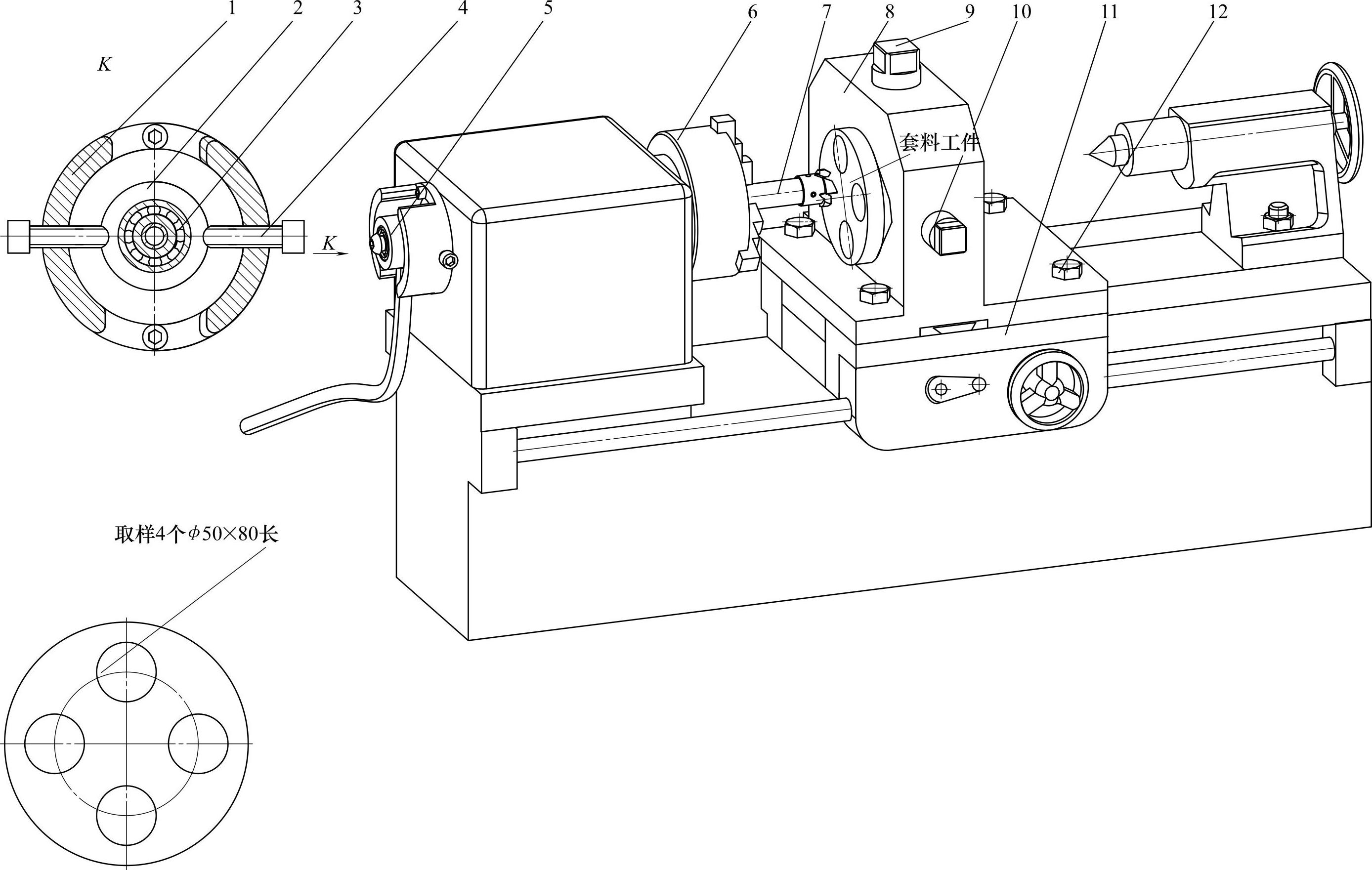
图1.13-1 改制内冷却套料机结构示意图
1—轴承架支架 2—通水管轴承架 3—通水管轴承 4—轴承架防转螺钉 5—管路总成 6—自定心卡盘 7—套料刀杆 8—工件固定架 9—顶紧螺杆1 10—顶紧螺杆2 11—大溜板 12—螺钉
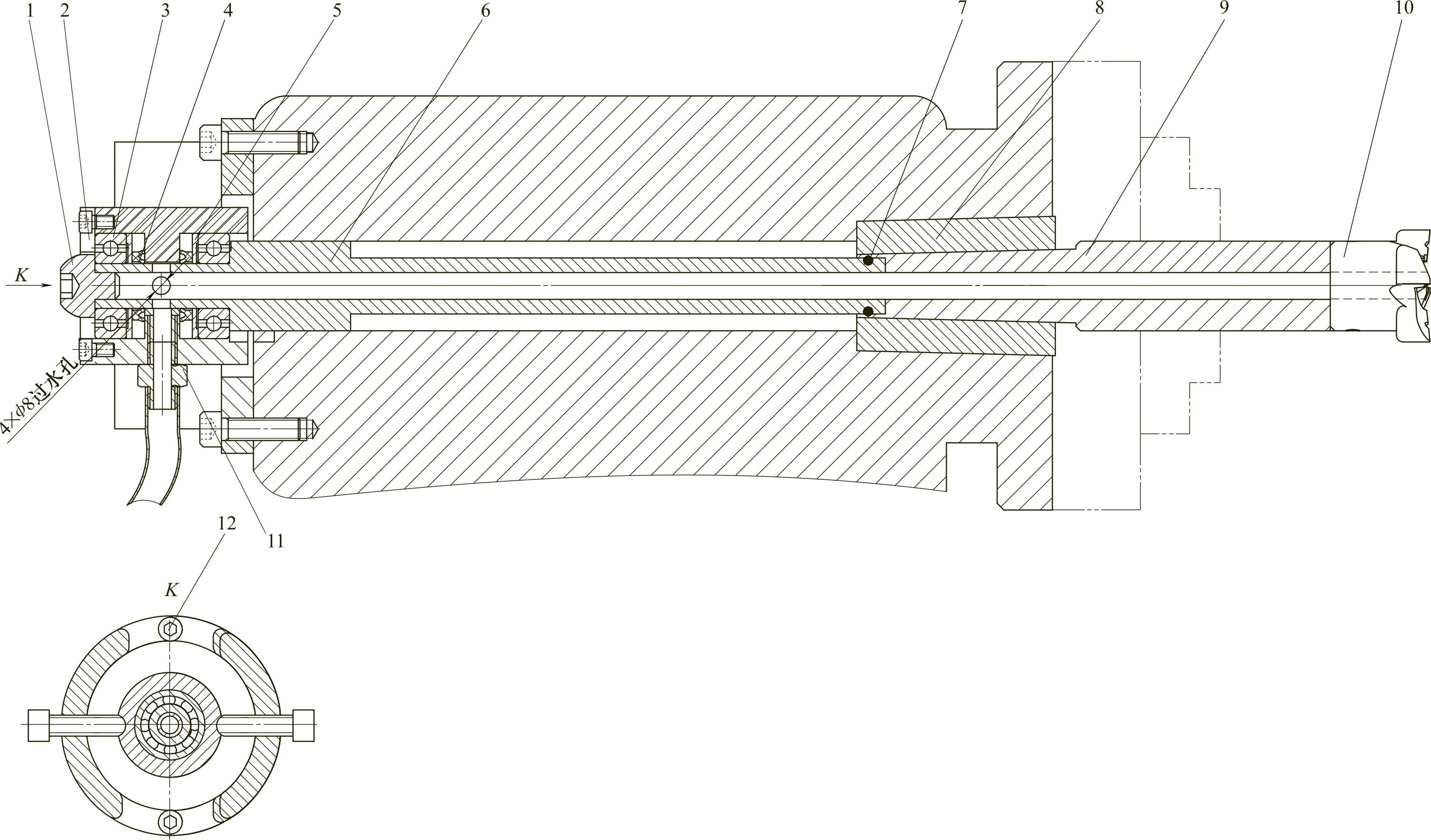
图1.13-2 套料机内冷却管路结构示意图
1—堵盖 2—轴承架 3—轴承 4—油封 5—挡圈 6—冷却管 7—O型圈 8—锥套 9—刀杆 10—套料刀 11—进水管接头 12—轴承架支架紧固螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。