



设计背景:
在一些搞工艺装备、机床配件生产企业,经常遇到个别零件孔磨损需修复、再配套。大型工件、重新上机床难度大,孔大、非标准铰刀订制需专业工具厂加工,特别是大直径铰刀材料昂贵、需要热处理等工序,加工周期长。在这种情况下,设计、自制铰刀为配件修复加工解决了生产难题。
设计加工过程要点:
1.结构设计采用了机械夹固式,刀体可用40Cr调质处理加工,柄部和刀体设计为两体式,定位、组装、加工方便。
2.刀片定位槽可根据本企业设备条件采用铣槽、磨槽或淬火后线切割槽等加工工艺。
3.刀片用标准白钢条刀片改制,不再需要热处理。
4.先设计加工成图2.10-2所示铰刀片,与刀体槽配装后,再精加工外圆、锥柄和各切削角度。
刀具结构原理特点:
如图2.10—1所示,刀体2圆周加工出等分通槽,内孔拉键槽装刀体定位轴7和平键6,等分槽装刀片。压盖4内孔套在定位轴7上,通过6个压盖螺钉5固定在刀体螺纹孔定位、压紧刀片。刀体定位轴左端法兰盘上钻铰6个螺纹孔,通过螺钉1顶紧刀片。刀体和附件采用普通钢材加工容易、成本低。刀片用外购高速钢条改制,装配加工,不用淬火,适用各种小批量生产修配件加工。
使用效果:
由于采用了机械夹固方式,刀具制造成本、生产周期大大降低,一般企业生产车间都可加工。(https://www.xing528.com)
注意事项:
1.刀片外圆、各切削角度要组装后与锥柄一同精加工。
2.刀片与刀体配合面装配时可涂AB胶等粘结剂,增强刀片牢固性。
图2.10—1为自制机夹式大直径铰刀结构示意图。
图2.10—2为铰刀片示意图。
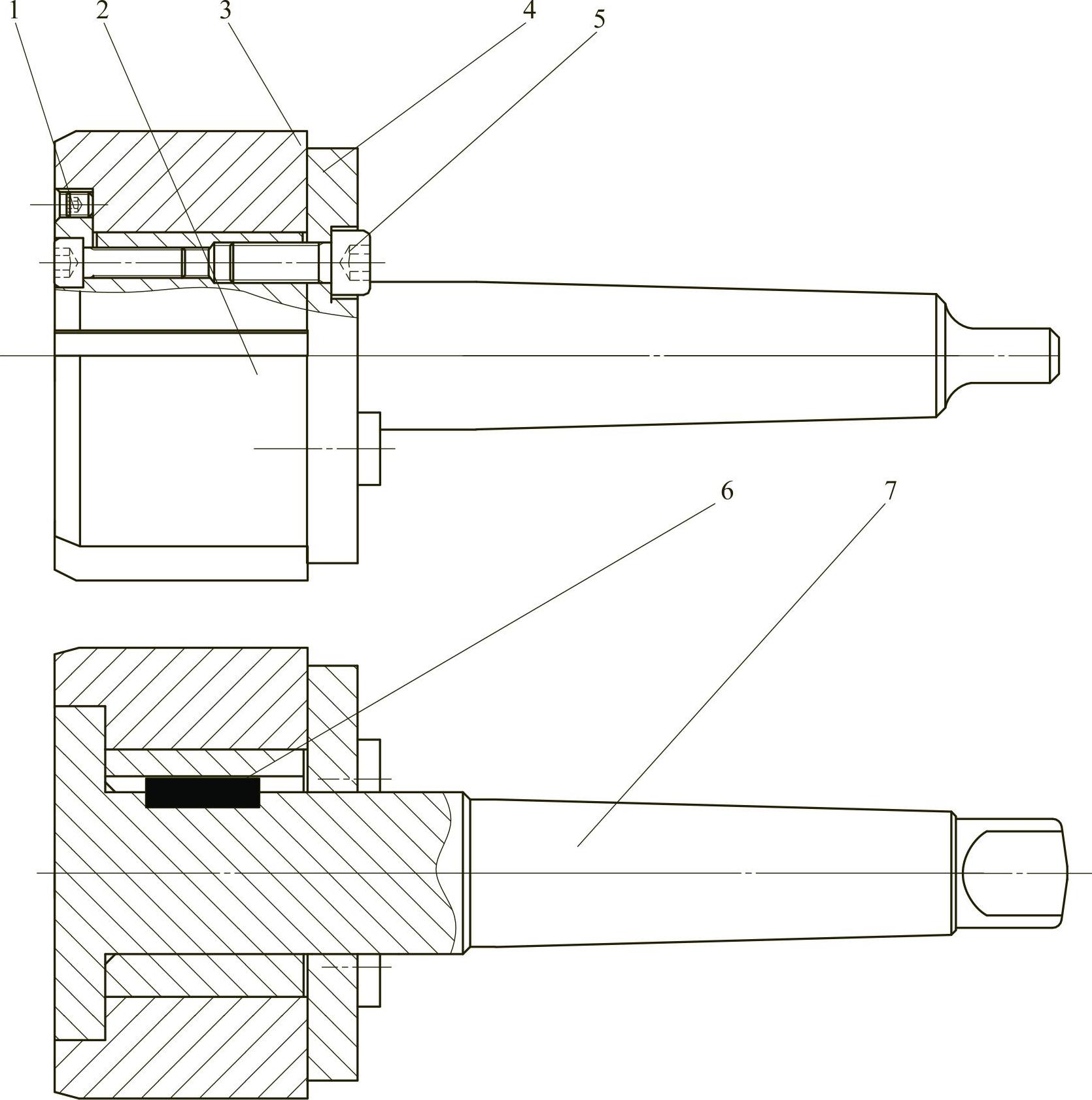
图2.10-1 自制机夹式大直径铰刀结构示意图
1—刀片顶丝 2—刀体 3—刀片 4—压盖 5—压盖螺钉 6—平键 7—刀体定位轴
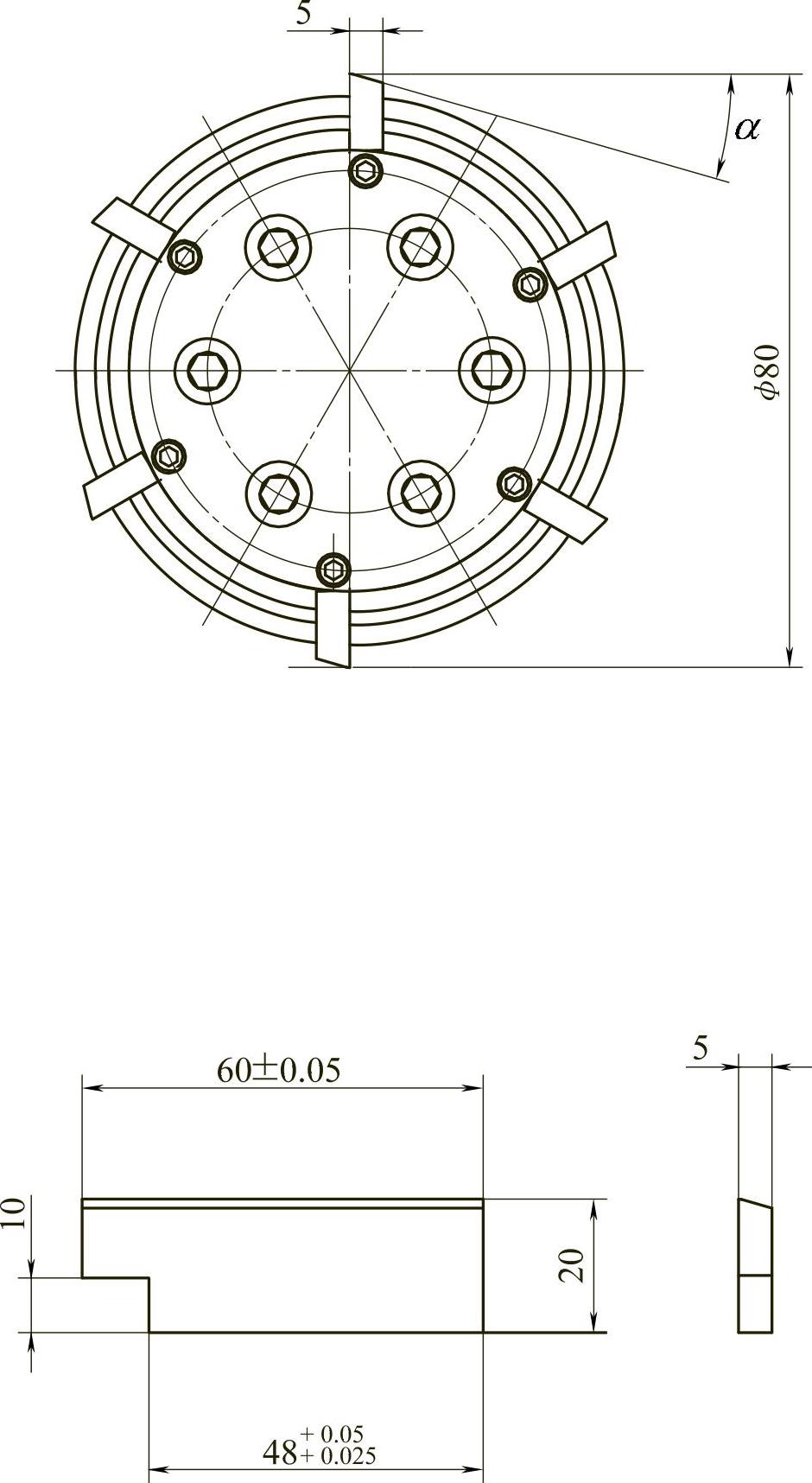
图2.10-2 铰刀片示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。