



【摘要】:针对德国瓦尔特工具磨床没有自动检测装备,经常出现取下工件检测尺寸大、需重新修整,再装后加工工件圆跳动超差等问题,设计制作了比较测量工具,解决了检测难题。图3.3-1为瓦尔特工具磨床比较测量工具结构示意图。图3.3-1 瓦尔特工具磨床比较测量工具结构示意图1—测量工件基准半圆靠板 2—机床头架 3—夹工件刀柄 4—表架锁紧螺钉 5—可调千分表架 6—表锁紧螺钉 7—千分表图3.3-2 比较测量工具校准棒示意图
设计背景:
在数控工具磨床加工刀具,有时需要取下工件上仪器检测,由于是无中心孔加工,从刀夹上取下检测再装总有误差,而有些奇数齿、螺旋齿工件在机床上不能检测。针对德国瓦尔特工具磨床没有自动检测装备,经常出现取下工件检测尺寸大、需重新修整,再装后加工工件圆跳动超差等问题,设计制作了比较测量工具,解决了检测难题。
设计过程要点:
1.利用原机床精密刀柄外圆作基准(因刀柄外圆精度较高),设计半圆靠板。半圆靠板内孔要与刀柄外圆面研合,靠板上端钻铰加工装表架弹性孔、锁紧螺纹孔。
2.设计圆柱柄加长可调千分表架,表架头部钻、铰装表头孔,开弹性槽,钻铰装螺钉内螺纹孔。
3.设计制作比较测量校准棒:为了适用于不同尺寸规格加工,加工前要进行千分表校准。校准棒柄部按工件柄部加工,头部按刀具中间公差制作。
检具结构原理特点:
检具由测量工件基准半圆靠板1、可调千分表架5、千分表7等组成。半圆靠板1测量前用校准棒对零,半圆靠板紧贴刀柄基准轴,轻轻转动、轴向移动,表针指示值即对比差值。测量工具简便、实用。
操作注意事项:(https://www.xing528.com)
测量前要用基准轴校正千分表值,表架和表头可根据工件长度、直径调整校对。测量时要擦净靠板、基准轴面,顺齿背转动,最大值即实际尺寸,也可减少切削刃和表头磨损。
图3.3-1为瓦尔特工具磨床比较测量工具结构示意图。
图3.3-2为比较测量工具校准棒示意图。
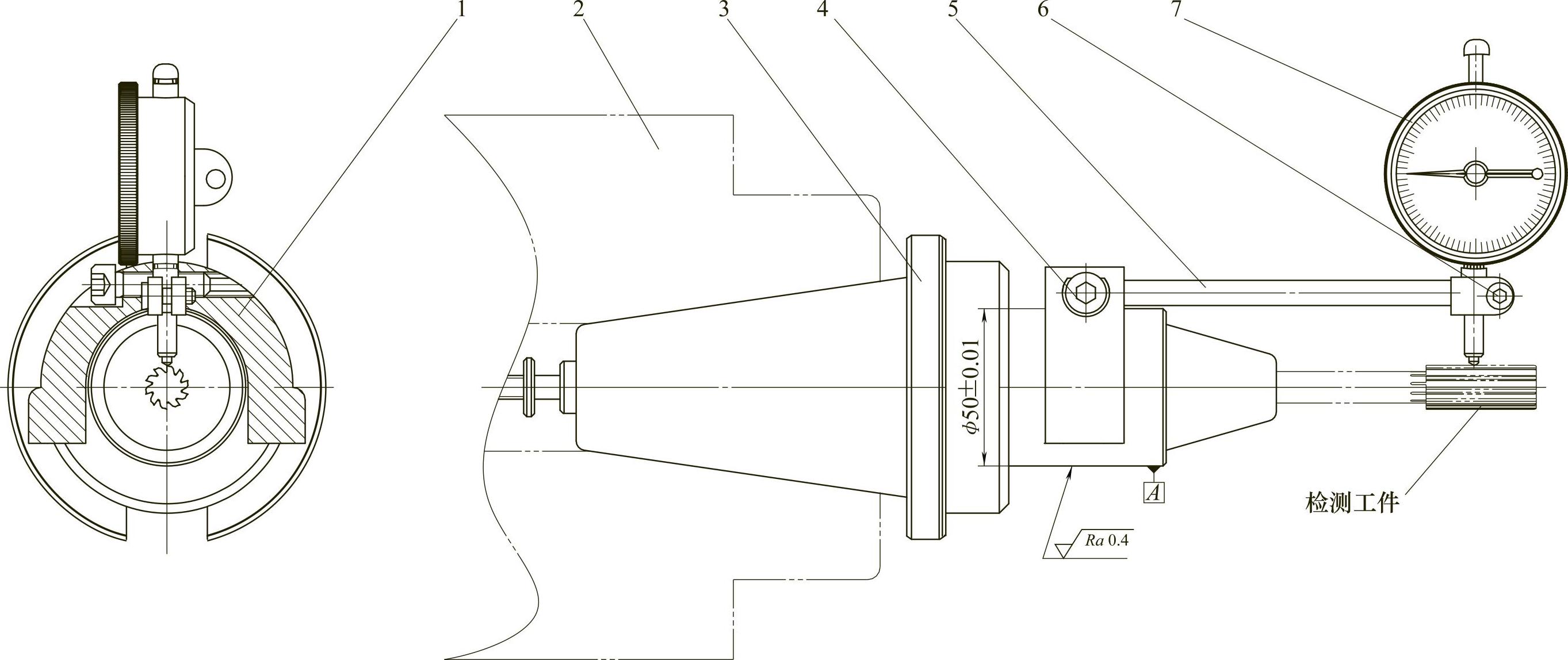
图3.3-1 瓦尔特工具磨床比较测量工具结构示意图
1—测量工件基准半圆靠板 2—机床头架 3—夹工件刀柄 4—表架锁紧螺钉 5—可调千分表架 6—表锁紧螺钉 7—千分表
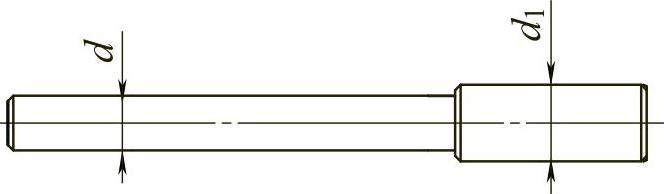
图3.3-2 比较测量工具校准棒示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。