



【摘要】:针对产品不同种类,设计了磨刀柄、刀体拉钉孔工装,保证了产品加工质量。工装结构特点:夹具体1左端孔配装机床轴,用紧固螺钉2紧固,右端装定位锥套3,用紧定螺钉4顶紧。图4.22-1 可转位立铣刀磨拉钉孔工装示意图1—夹具体 2—紧固螺钉 3—定位锥套 4—紧定螺钉 5—可换弹性套 6—锁紧压盖 7—大垫圈 8—工件
设计背景:
数控机床刀具刀体、刀杆锥柄,都是用气动拉钉来锁紧加工的。刀柄拉钉定位孔要求尺寸精度、位置度高,过去加工拉钉孔用自定心或单动卡盘(四齿螺旋沟)打表、校正后加工,费时、产品质量差。针对产品不同种类,设计了磨刀柄、刀体拉钉孔工装,保证了产品加工质量。
设计加工过程要点:
1.刀体、刀柄外圆部分经过粗磨,采用可换弹性套定位夹紧结构设计。
2.设计夹具体,夹具体左端加工与机床轴配装ϕ80mm内孔,圆周铣交错等分弹性槽安装压紧螺钉,右端加工孔装定位锥套,外圆车M150×2螺纹配锁紧压盖,圆周钻、铰顶丝孔顶定位锥套。
3.定位锥套内孔为12°锥角,可换弹性套外锥度12°,内孔根据刀体外圆配加工,锁紧压盖内螺纹与夹具体外螺纹配作,端面钻六等分ϕ12mm孔装扳手锁紧工件。
4.工装部件材料为9CrSi,淬火后精磨配合部位。
工装结构特点:(https://www.xing528.com)
夹具体1左端孔配装机床轴,用紧固螺钉2紧固,右端装定位锥套3,用紧定螺钉4顶紧。锥孔内装可换弹性套5,通过大垫圈7锁紧压盖6锁紧工件8。可换弹性套5根据不同规格配制。
使用效果:
弹性锁紧工装提高了定位精度,夹紧校正工作时间缩短,不同规格刀体、刀柄更换弹性套即可加工,定位、加工精度提高,产品加工质量稳定。
图4.22-1为可转位立铣刀磨拉钉孔工装示意图。
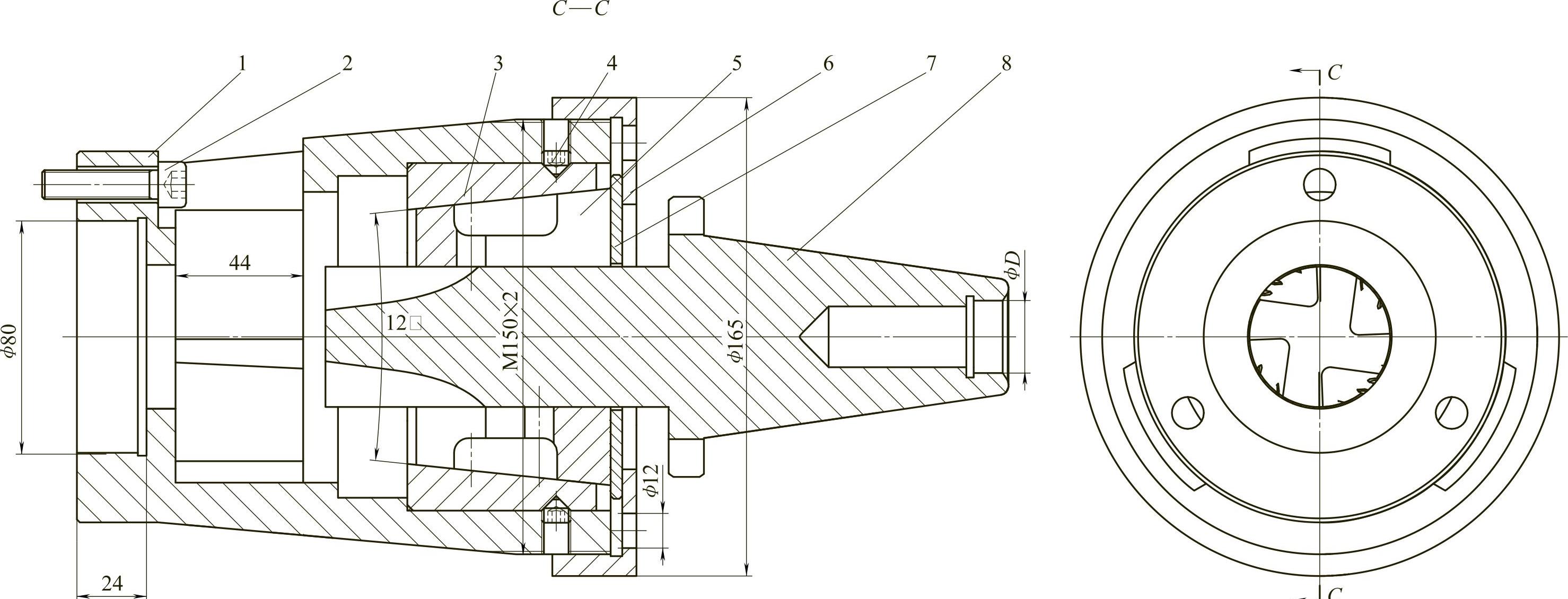
图4.22-1 可转位立铣刀磨拉钉孔工装示意图
1—夹具体 2—紧固螺钉 3—定位锥套 4—紧定螺钉 5—可换弹性套 6—锁紧压盖 7—大垫圈 8—工件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。