



设计背景:
端面加工深度有精确要求的油封槽,用加工面定位深度容易划伤表面,改用淬火浮动垫板、装轴承旋转垫板等工装来定位、控制深度加工端面油封槽,定深准确、方便迅速、质量稳定。
设计加工过程要点:
1.设计浮动带销垫板油封定深度,划完油封取掉浮动垫板再进行其他工序加工,方便迅速。
2.旋转垫板式设计是旋转轴承套内套装轴承、推力轴承,由轴承定位调整套定位、通过限位外套和调整丝圈调整限位深度H,加工到位旋转、退出,不划伤加工表面又定位精确。
工装结构原理特点:
图4.35-1为定位垫板式,油封锪刀1上装限位外套2、外套下端装限位内套4、通过挡圈5、螺钉6压紧定位。加工油封时,定位垫板7放在工件面上(定位销进入工件销孔),刀具钻到要求深度时,装在限位外套2内的内限位套4顶到限位板即刀具空转到位。
图4.35-3旋转垫板式钻孔,钻头1上装限位内套4、锁紧螺钉7固定,限位外套2内装推力轴承3、通过挡圈5、螺钉6套装在限位内套4上(可转动),实现空转到位。
图4.35-4旋转垫板式加工油封,油封锪刀1,左端装旋转轴承套3有外螺纹,内装两个球轴承4和轴承内圈隔套5、由锁紧螺钉6锁紧隔套,后盖8、后盖锁紧螺钉9调整定位轴承外圈,右端装推力轴承10,紧靠球轴承内圈,通过轴承定位调整套11,螺钉12调整轴向间隙后锁紧,限位外套2套装在旋转轴承套3外圆(间隙配合)、通过螺纹连接调整H尺寸、限位套调整丝圈7锁紧后加工限位。三种不同设计结构限位工具都已纳入工艺,在生产中应用。
图4.35-1为用垫板限位定深度加工油封槽示意图。
图4.35-2为限位板图。
图4.35-3为用旋转垫板限位、粗钻孔定深度结构示意图。
图4.35-4为用旋转垫板套限位定深度结构示意图。(https://www.xing528.com)
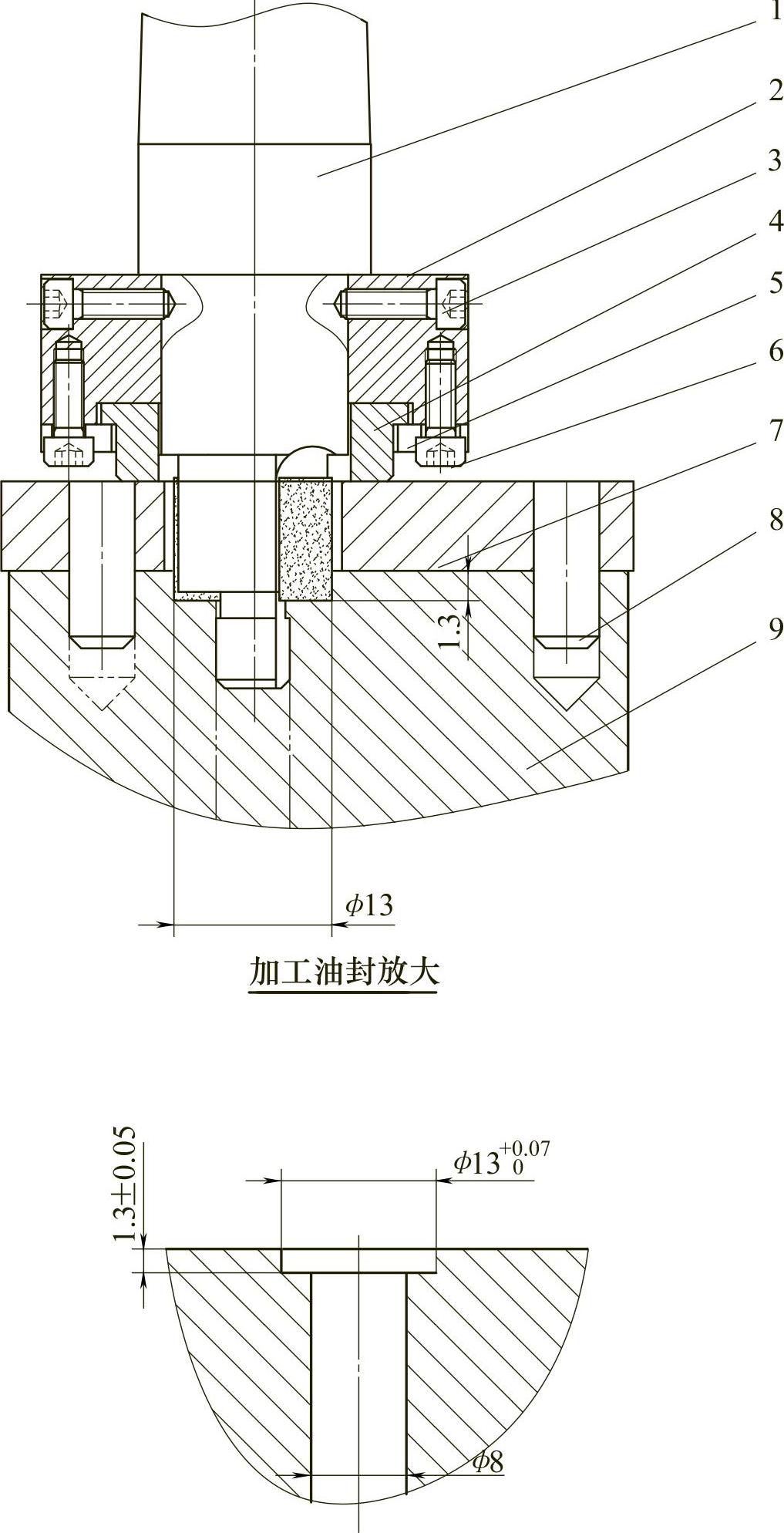
图4.35-1 用垫板限位定深度加工油封槽示意图
1-油封锪刀 2-限位外套 3-压紧螺钉 4-限位内套 5-挡圈 6-螺钉 7定位垫板 8-定位销 9-工件
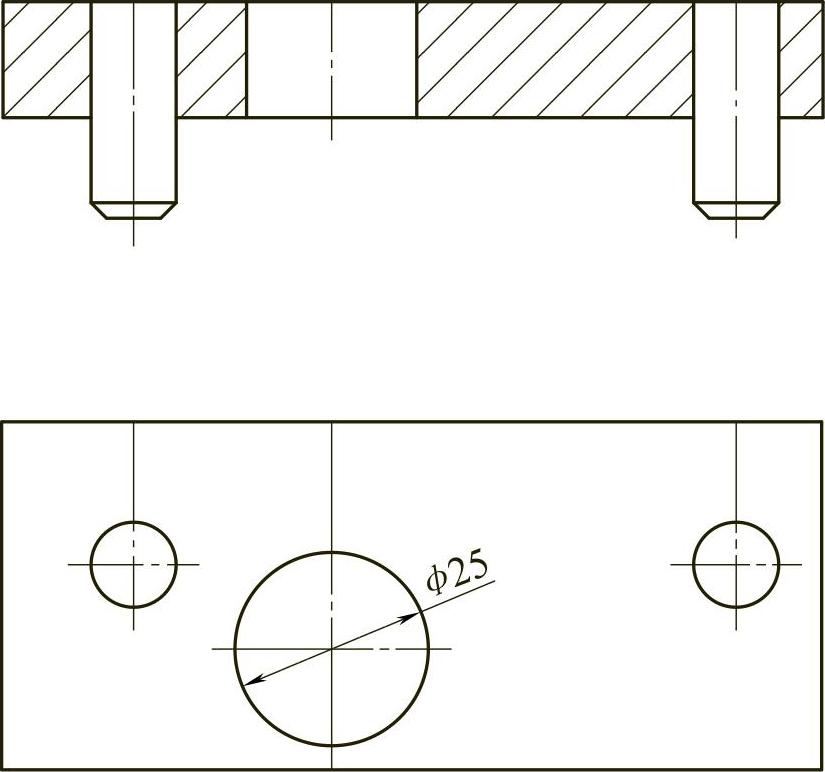
图4.35-2 限位板图
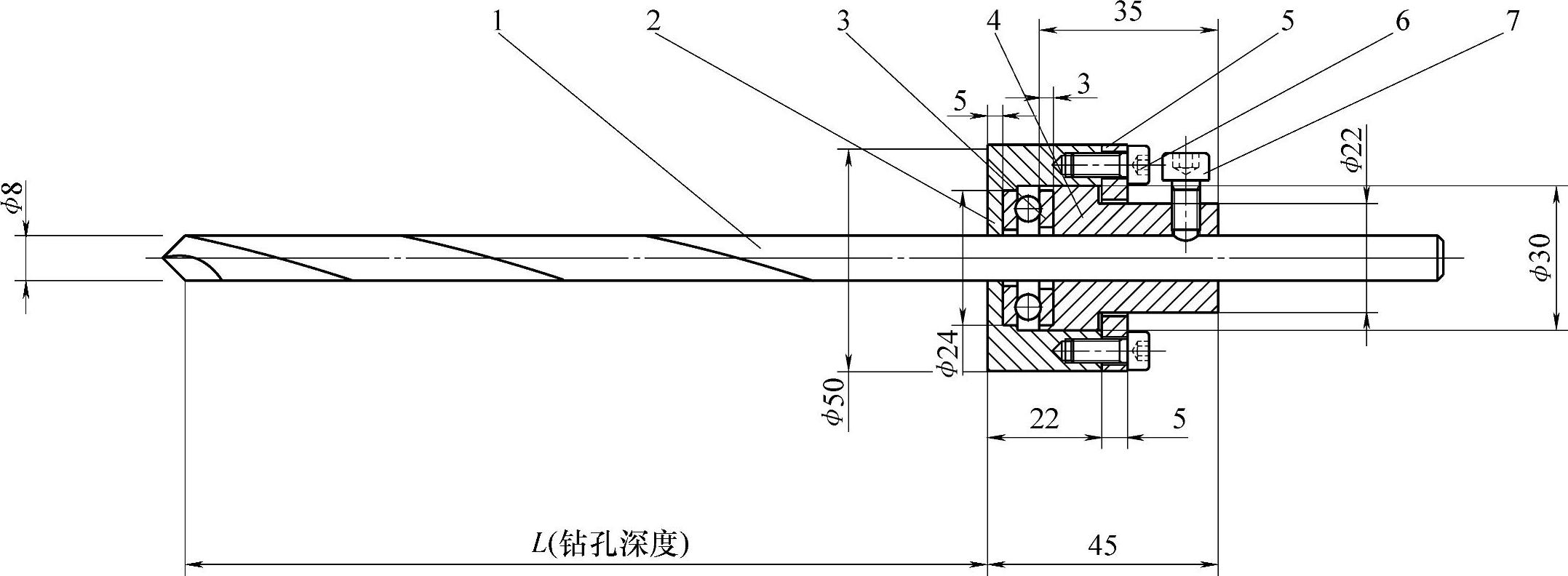
图4.35-3 用旋转垫板限位、粗钻孔定深度结构示意图
1—钻头 2—限位外套 3—推力轴承 4—限位内套 5—挡圈 6—螺钉 7—定位套顶紧螺钉
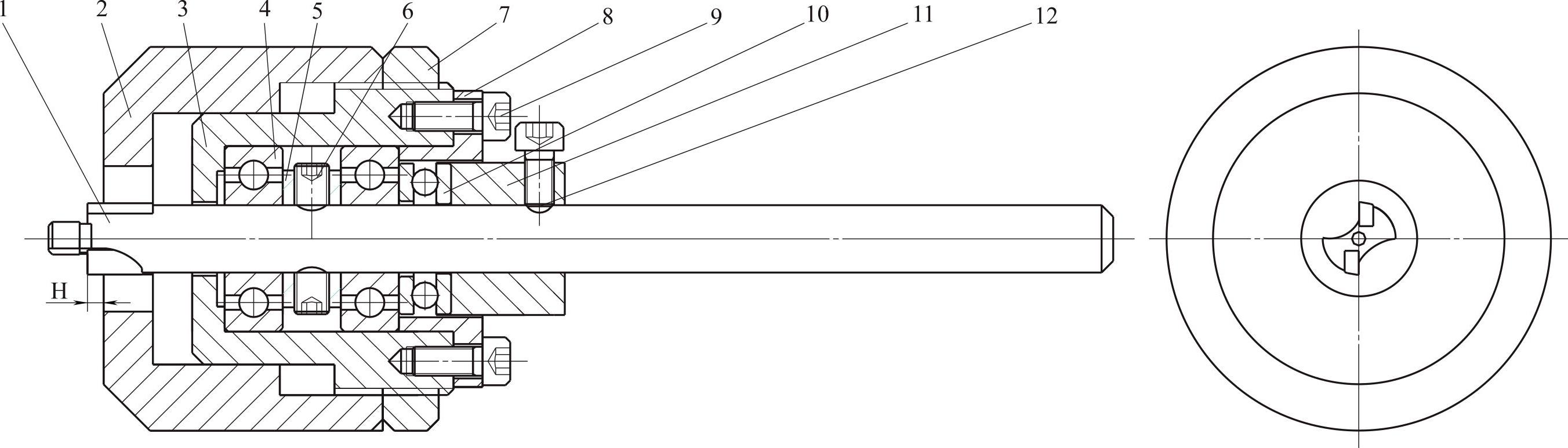
图4.35-4 用旋转垫板套限位定深度结构示意图
1—油封锪刀 2—限位外套 3—旋转轴承套 4—轴承 5—轴承内圈隔套 6—锁紧螺钉 7—限位套调整丝圈 8—后盖 9—后盖锁紧螺钉 10—推力轴承 11—轴承定位调整套 12—调整套锁紧螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。