



设计背景:
河北普烁发动机缸体公司在生产493缸体时,原缸体顶面孔和底面孔加工是分别在两台加工中心、用两套工装来加工,由于工装设计定位不稳定,加工质量差。我们改进了加工定位结构,设计了双工位工装,采用不同定位孔定位一台设备工件调头即可加工两面孔,产品质量稳定、生产效率提高。
设计加工要点:
1.利用一个底座装两个互不干涉的定位架、定位套,通过工件调头即可实现双面定位、双面孔加工。
2.底座设计为长方形铸件,中部钻铰对称螺纹孔,装两面加工共用垫块。两端钻铰螺纹孔装左右支架,镗ϕ53.5mm孔装左右孔插轴。插入工件两端凸轮轴孔定位加工底面孔。正面加工两对称定位套孔,装定位套,工件调头以底面定位、定位插销插入工件定位销孔、底座定位套孔压紧加工顶面所有孔。
3.左右支架定位孔装校正棒检测合格后装锥销定位,左右垫块和工件中心高尺寸配磨,定位套孔要与支架孔平行
工装结构原理特点:
图4.44-1为底面加工工装:底座5装左右支架2,工件通过左右定位轴3与工件两端ϕ53.5mm孔定位后,压板压紧工件,加工底面所有孔。
图4.44-2为顶面加工工装:底座5装左右垫块2,两端钻铰定位孔装定位套4。工件放在垫块2上后,通过定位插销3插孔定位、压板压紧工件加工顶面孔。一套工装加工两面。(https://www.xing528.com)
使用效果:
新工装一机完成两工序,设备利用率提高、工装简化。刀具通用,节约了刀具。
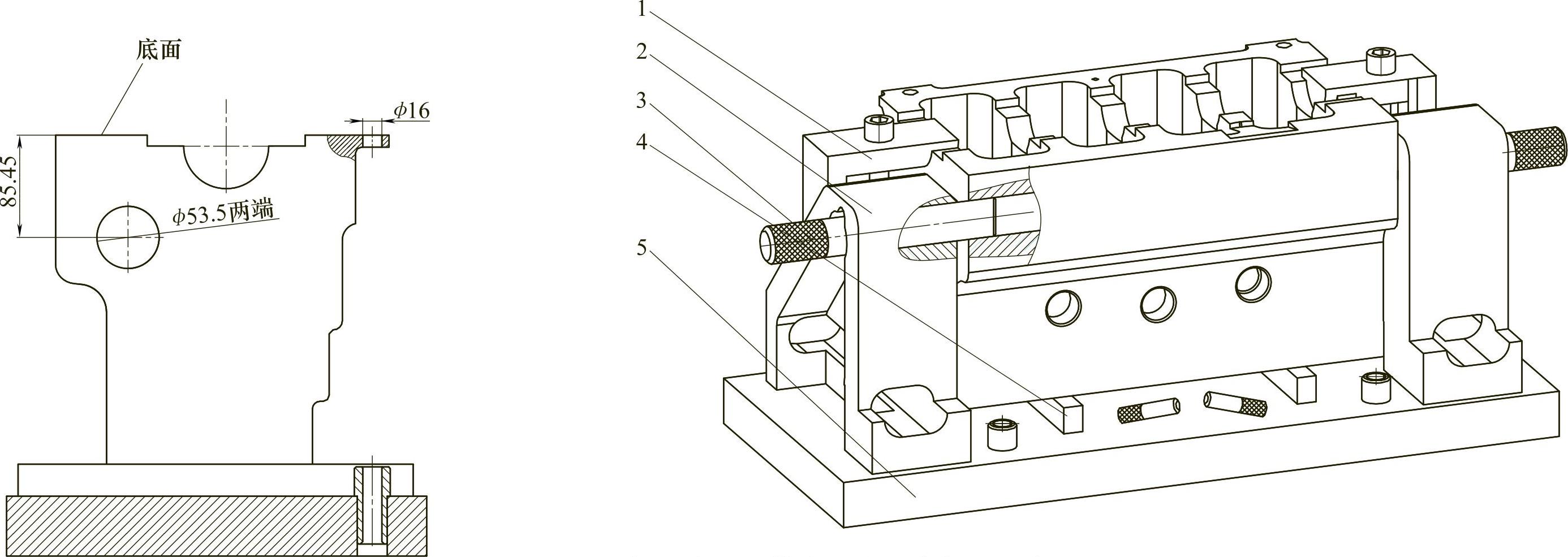
图4.44-1 加工中心缸体底面孔工序加工示意图
1—压板 2—左右支架 3—左右孔插轴 4—垫块 5—底座
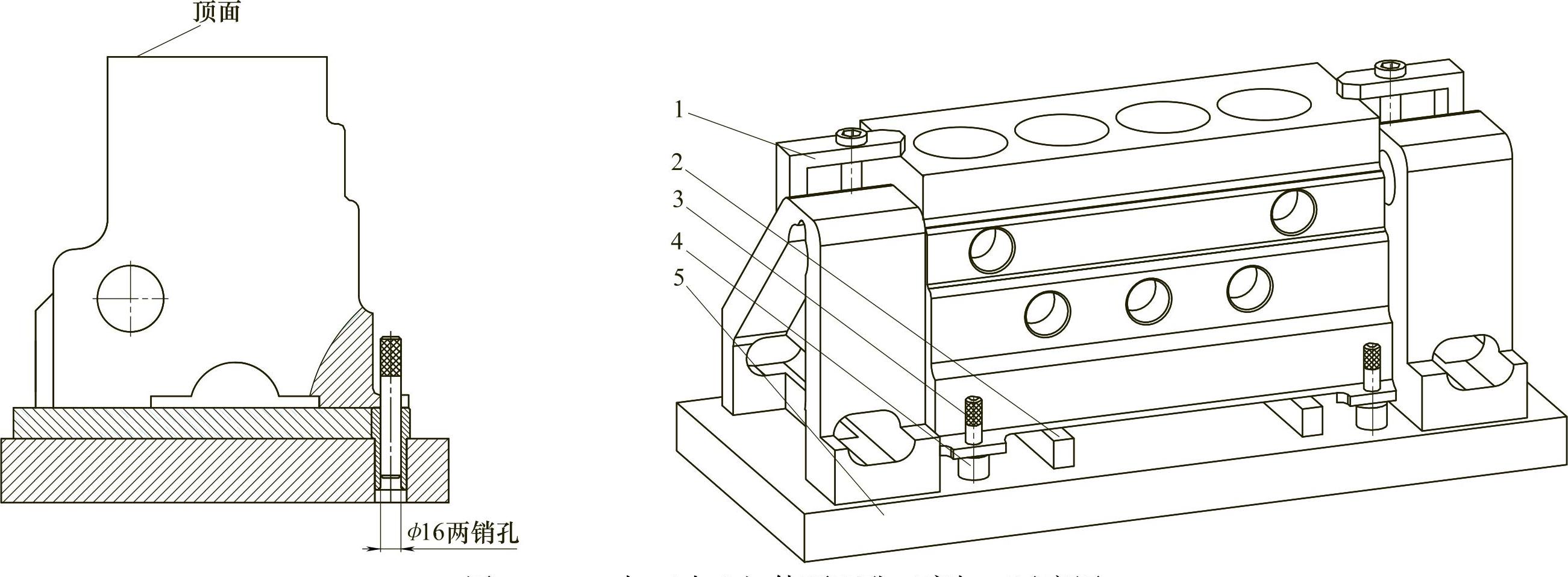
图4.44-2 加工中心缸体顶面孔工序加工示意图
1—压板 2—左右垫块 3—定位插销 4—定位套 5—底座
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。