



1.夹具轴类件常用材料、热处理工艺及力学性能和工艺性能
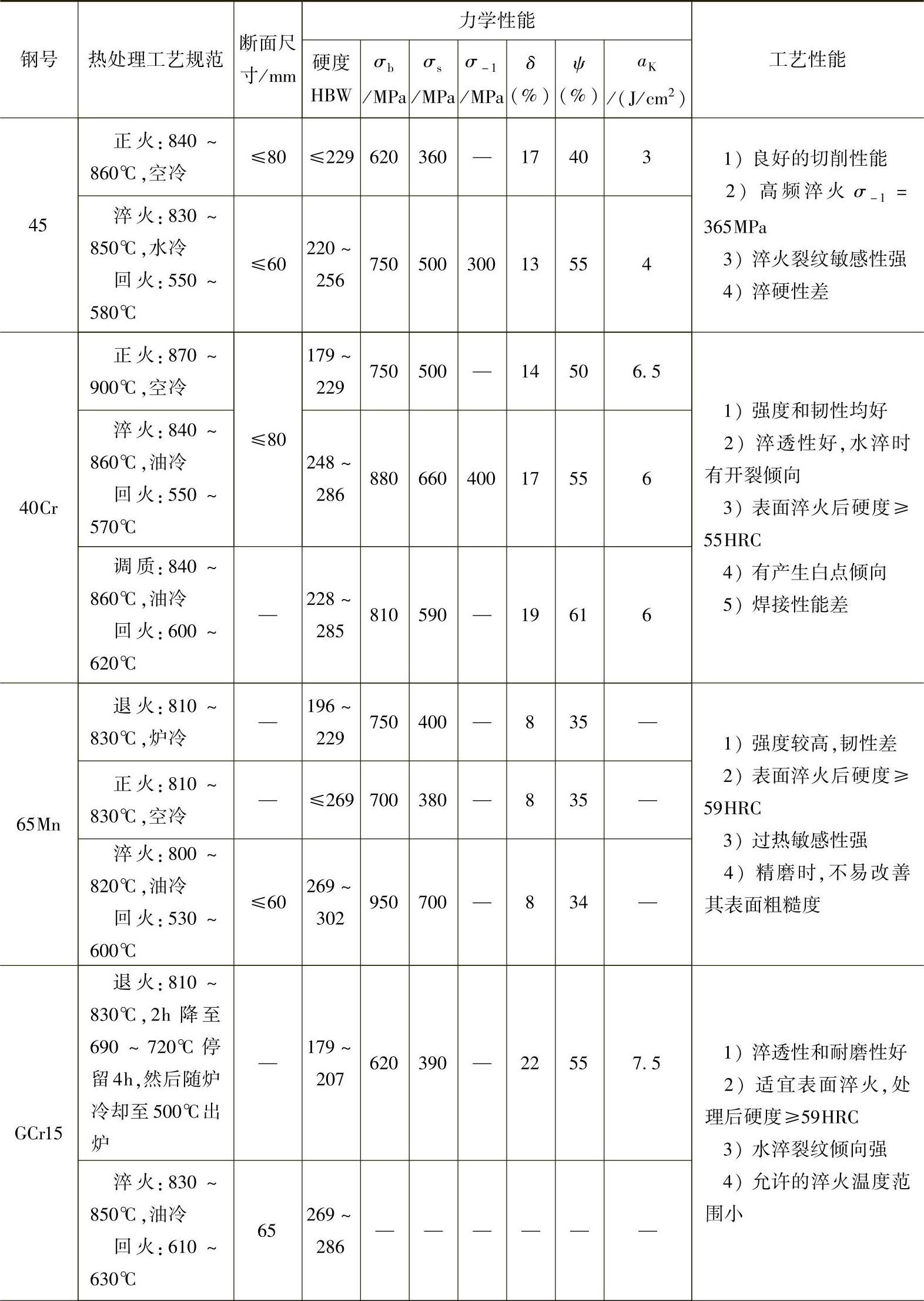
夹具轴类零件常用材料、热处理工艺及力学性能和工艺性能如表5⁃3所示。
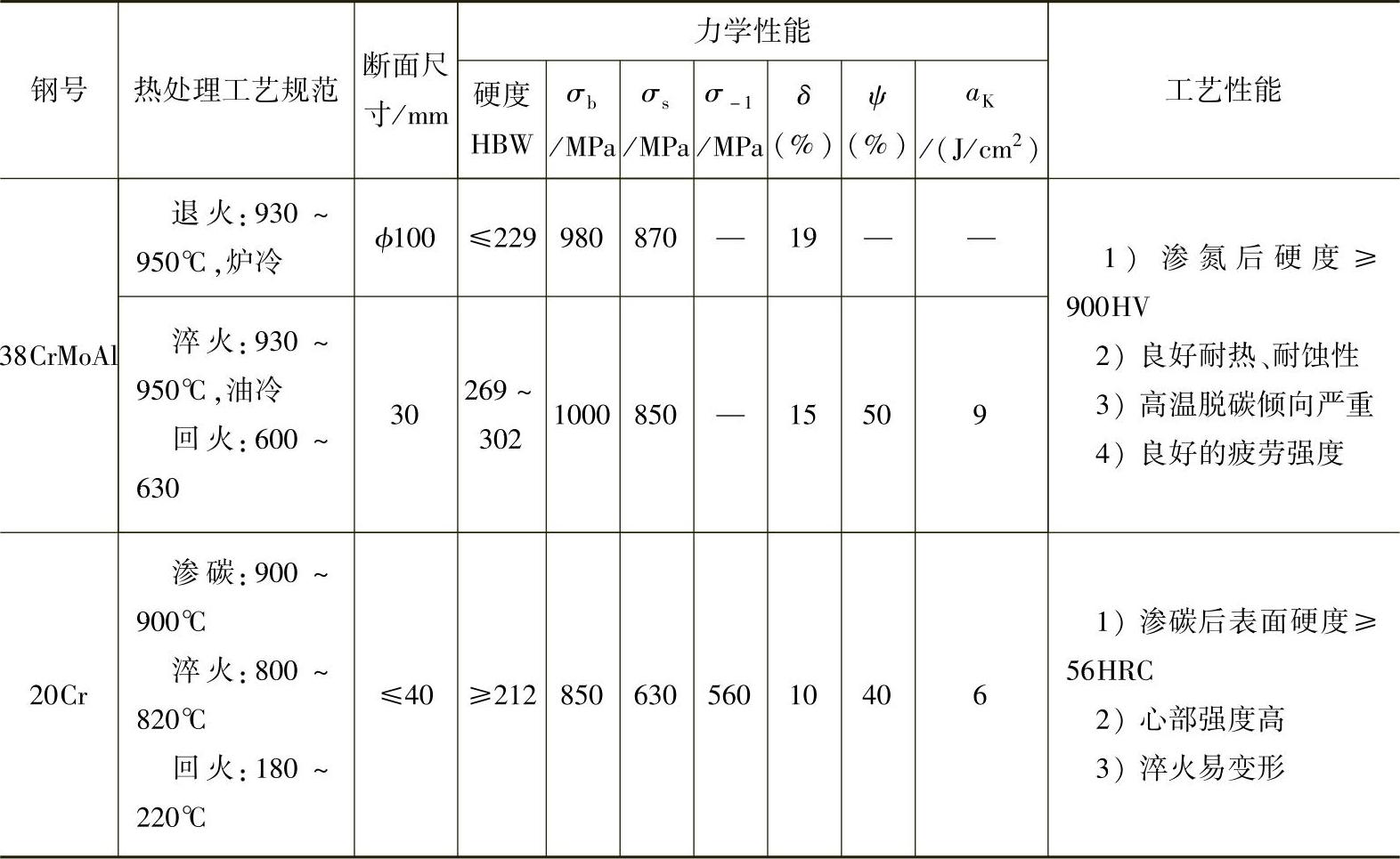
表5-3 夹具轴类零件常用材料、热处理工艺及主要性能
(续)
2.夹具轴类零件的热处理实例
(1)车、磨外圆夹具主轴的热处理 车、磨零件外圆时,需要增加一套车、磨夹具,其主轴是热处理的关键件之一。
1)夹具主轴所用材料及技术要求。图5-1所示为车、磨长轴所用夹具的主轴。其材料为65Mn钢,要求整体调质后硬度为235~265HBW,ϕ100mm和ϕ125mm各段经中频感应淬火后的硬度≥58HRC。各序加工预留余量和热处理变形允差参照附录C。
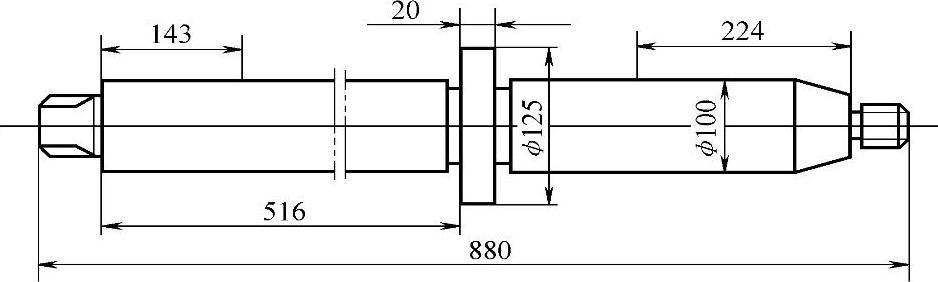
图5-1 车、磨用夹具主轴的结构图
2)工艺分析。该主轴工作时因转速较高,需要较高的抗弯强度和抗扭强度。为了提高调质后的硬化层深度,选择65Mn钢制作。
65Mn钢锻造空冷后,硬度过高不便切削加工,应进行退化软化。调质处理时,由于结构简单且有效直径较大(ϕ100mm以上),故采用较低的温度加热后,用水或盐、碱水溶液冷却淬火,并控制在水中的冷却终止温度不低于200℃,然后空冷到室温再回火。
该主轴调质后,变形一旦超过允许值,可选用冷压校正法校直。表面淬火后的变形可用热点校正法校直。
3)工艺路线为:下料→锻造→退火→机械粗加工→调质→校直→机械精加工→钳工倒角、去毛刺→表面淬火→校直→粗磨削加工→时效→精磨加工→涂油防锈。
4)热处理工艺如下。
①退火。锻造后在箱式炉中加热,于810~830℃保温3h后,随炉冷却到550℃以下出炉空冷。
②调质。在井式炉中加热,于800~820℃保温2.5h后,先在质量分数10%的NaCl水溶液中冷却20s,然后立即转入油中冷却。最后于590~610℃井式回火炉中保温4h后空冷。
③表面淬火。利用中频感应装置加热,工艺参数如表5-4所示。
表5-4 车、磨用夹具的主轴中频淬火工艺参数
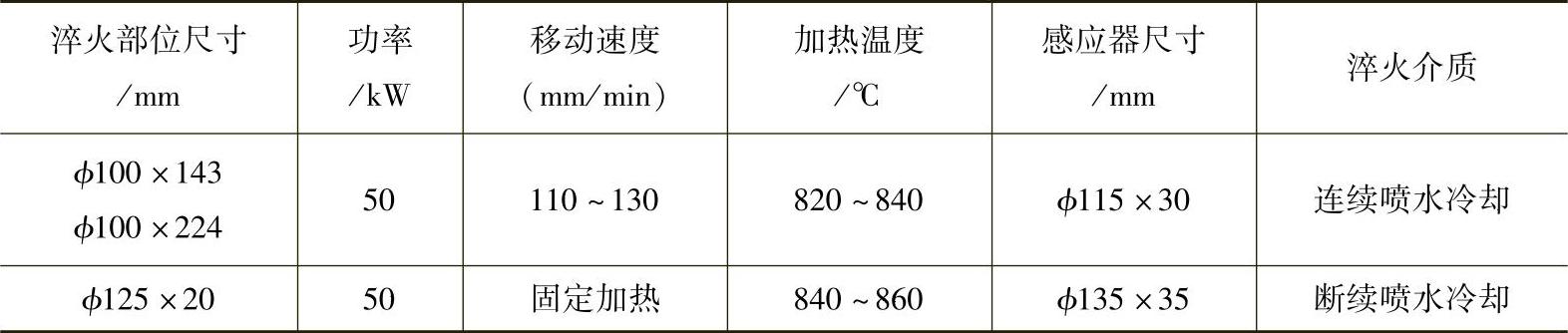
5)处理结果,调质硬度为239~265HBW,表面淬火硬度为58~61HRC,表面淬火后校直到0.20~0.25mm(精磨加工量为0.5~0.6mm),达到技术要求。
(2)车、镗夹具镗杆的热处理 在车床上镗削零件内孔时,需要增加一套车镗夹具,其镗杆是热处理的关键件之一。
1)夹具镗杆所用材料及技术要求。图5-2所示为车、镗夹具的镗杆。其材料为38CrMoAl钢,要求整体调质后硬度为269~302HBW,表面渗氮后硬度≥900HV。各序加工预留余量和热处理变形允差参照附录C。
2)工艺分析。该镗杆工作时需要较高的抗弯强度和抗扭强度。为了增加表面耐磨性和基体强度选择38CrMoAl钢制作,并进行表面渗氮处理。
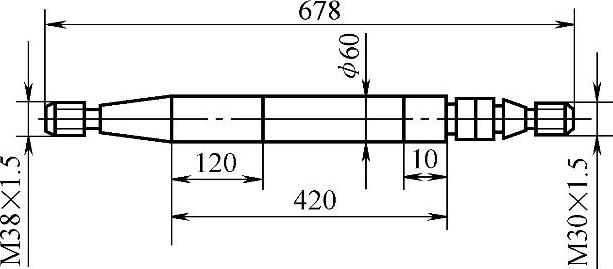
图5-2 车、镗用夹具的镗杆结示意图
38CrMoAl钢锻造后进行正火,以使组织均匀化,改善切削加工性能。半成品调质处理时,由于结构细长,故采用较低温度加热后,用油冷却淬火,并控制在油中的冷却终止温度不低于300℃。在继续空冷过程进行趁热校直到室温,然后再回火。调质后,变形一旦超过允许值,可选用冷压校正法校直,其后进行去应力回火,以便提高尺寸稳定性。精磨后进行时效,最后进行渗氮处理。
3)工艺路线为:下料→锻造→正火→机械粗加工→调质淬火→趁热校直→高温回火→机械精加工→钳工倒角、去毛刺→去应力回火→磨外圆→时效→表面渗氮处理。
4)热处理工艺如下。
①正火。锻造后在井式炉中加热,于930~950℃保温3h后空冷。
②调质。在井式炉中加热,于500~600℃保温1.5~2h预热后,将温度提升到850~870℃,保温3h后在油中冷却并趁热校直。然后于560~580℃井式回火炉中保温4h后空冷。
③去应力回火。在≤300℃装炉,随炉升温到580~600℃,保温6~8h后随炉冷却到≤300℃出炉空冷。
④时效。于180~200℃,保温8~12h后空冷。
⑤渗氮。在气体渗氮炉中,按下述规程操作:先在氨分解率为18%~25%的气氛中,经500~510℃,保温20h的第1次渗氮后,再于氨分解率为40%~50%的气氛中,进行510~520℃,保温70h的第2次渗氮,最后在氨分解率≥90%的气氛中,退氮2h后炉冷到≤150℃出炉。
5)处理结果,镗杆基体硬度为269~285HBW,表面硬度为900~930HV,圆周最大径向圆跳动量为0.05mm。(https://www.xing528.com)
(3)铣床夹具丝杠的热处理
1)夹具丝杠所用材料及技术要求。图5-3所示为铣床夹具丝杠。其材料为20Cr钢,要求整体调质后硬度为269~302HBW,表面渗氮后硬度≥900HV。各序加工预留余量和热处理变形允差参照附录C。
2)工艺分析。该丝杠工作时需要较高的抗弯强度和抗扭强度。为了增加表面耐磨性和基体强度,选择20Cr钢制作,经调质处理后进行渗氮处理。
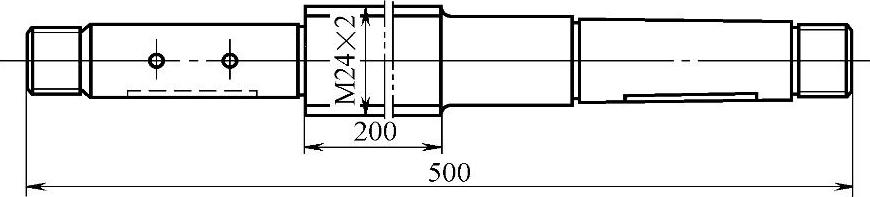
图5-3 铣床夹具丝杠结构示意图
20Cr钢锻造后进行正火,以使组织均匀化,改善切削加工性能。半成品调质处理时,由于结构细长,在油中淬火冷却的终止温度不低于300℃。在继续空冷过程进行趁热校直到室温,然后再回火。调质后,变形一旦超过允许值,可选用冷压校正法校直,其后进行去应力回火,以便提高尺寸稳定性。精磨后进行时效,最后进行渗氮处理。
3)工艺路线为:下料→机械粗加工外圆→调质淬火→趁热校直→高温回火→机械粗加工外圆和螺纹→去应力回火→钳工倒角、去毛刺及研中心孔→精加工外圆和螺纹→时效→表面渗氮处理。
4)热处理工艺如下。
①调质。在井式炉中加热,于500~600℃保温1.5~2h预热后,将温度提升到850~870℃,保温3h后在油中冷却并趁热校直。然后于560~580℃井式回火炉中保温4h后空冷。
②去应力回火。在≤300℃装炉,随炉升温到580~600℃,保温8~10h后随炉冷却到≤300℃出炉空冷。
③时效。于180~200℃,保温8~12h后空冷。
④采用离子渗氮法。在炉中垂直吊挂,在温度为520~540℃,压力为266~285Pa,保持18h后随炉冷却至≤150℃出炉。。
5)处理结果,渗氮层总深度≥0.38mm,表面硬度≥650HV,圆周最大径向圆跳动量为0.08mm。
(4)夹具心轴的热处理
1)夹具心轴所用材料及技术要求。图5-4所示为夹具心轴。其材料为45钢,要求整体调质后硬度为220~256HBW,ϕ72mm表面淬火区硬度≥58HRC,淬硬层深度为1.2~1.6mm。各序加工预留余量和热处理变形允差参照附录C。
2)工艺分析。该心轴工作时需要较高的抗扭强度。为了增加表面耐磨性和基体强度,选择45钢制作,经调质处理后局部进行表面淬火。
45钢粗加工后进行调质处理旨在提高心轴整体的综合力学性能。精加工后进行表面淬火旨在提高局部区域耐磨性。该心轴热处理的关键在于ϕ72mm淬火区加热时,热量将会导致ϕ75mm段的16H7键槽的1.5mm薄边发生熔化或产生裂纹。因此,有必要在表面淬火后再将16H7键槽加工出来。或者在键槽内镶以紧密的铜块,以使1.5mm处的热量很快传递到其他部位。
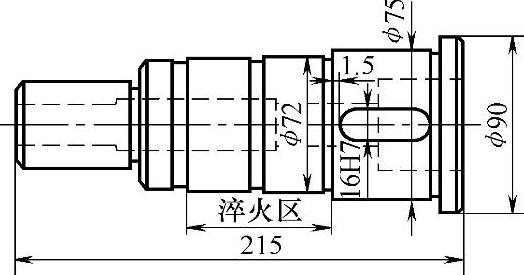
图5-4 夹具心轴结构图
3)工艺路线为:下料→机械粗加工外圆→调质淬火→机械精加工外圆、内孔和铣键槽→钳工倒角、去毛刺→局部表面淬火→回火→磨外圆。
4)热处理工艺如下。
①调质。在830~850℃盐浴炉中加热,透烧后水中冷却;在550~570℃,保温2.5~3h后空冷。
②高频淬火采用连续淬火法。加热温度为870~900℃,喷水冷却;心轴移动速度约1.5mm/s;感应器高度10mm;喷水圈与感应圈为一体。
③回火。在180~200℃,保温1.5~2h后空冷。
5)处理结果,淬火区硬化层总深度为1.2~1.4mm,表面硬度58~60HRC,其余部分硬度为25~27HRC。
(5)夹具小型轴、销、套的热处理
1)夹具轴、销、套所用材料及技术要求。图5-5所示为夹具的小型简单的轴、销和套。其材料为45钢,要求整体调质后硬度为25~30HRC或38~43HRC,各序加工预留余量和热处理变形允差参照附录C。
2)工艺分析。机床上所用夹具的典型小轴、小销和小套类零件,工作时需要一定的强度和较好的韧性及塑性。通常数量少,且急用。为了适应急需和节约能耗,可以采用淬火后利用余热自回火工艺。
3)工艺路线为:下料→机械加工成形(预留磨量)→淬火自回火→磨外圆及内孔。
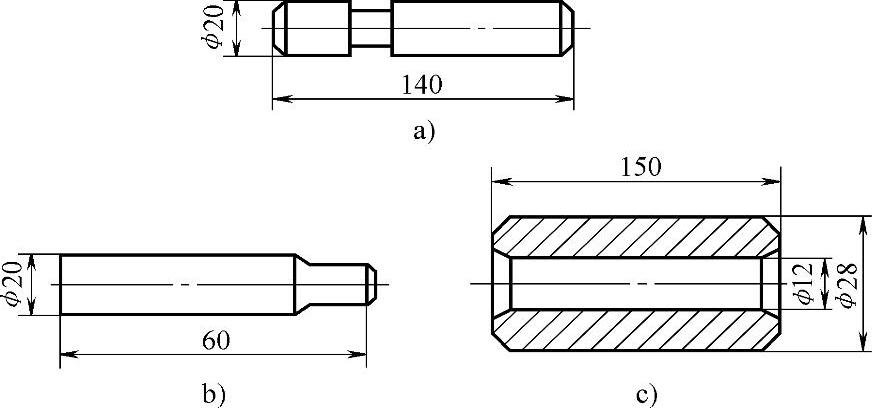
图5-5 夹具小型轴、销、套的结构图
a)小轴 b)小销 c)小套
4)热处理淬火自回火工艺。在830~850℃盐浴炉中加热,透烧后在水中冷却一定时间后提出观测回火色,决定空冷(不会过度回火情况下)或水冷(余热仍过多情况下)。其中,图5-5a所示小轴(要求25~30HRC)在水中停留约1.5s(回火色为黑红色);图5-5b所示小销(要求38~43HRC)停留约2.5s(回火色为暗褐色);图5-5c小套(要求25~30HRC)停留约1.5s(回火色为黑红色)后决定空冷。
5)处理结果,小轴硬度为25~28HRC,小销硬度为42~44HRC(比要求高1~2HRC),小套硬度为25~27HRC。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。