



夹具体是夹具的基础件,它是承载夹具其他零件的主体。夹具本体的制造大致有三种形式:一种是铸造成毛坯后加工而成,另一种是钢结构件焊接后加工而成,第三种是由退火后的锻坯直接加工成形。
1.夹具体的材料选择及其热处理特点
(1)夹具体用料的选择
1)铸坯制夹具体所用材料一般为灰铸铁(HT200、HT250、HT300),强度要求较高时,选用含Mn、Cr、Mo等元素的合金铸铁。
2)钢结构制夹具体所用材料一般为普通碳素结构钢Q235和优质碳素结构钢10、20、35、45钢等。
3)锻坯制夹具体所用材料通常是45、T10A、CrWMn、GCr15钢等。
(2)夹具体的热处理特点 由于夹具体毛坯在铸造、锻造、焊接及随后的加工过程中,都不可避免地在内部产生一定的残留应力。夹具体在使用过程中这些应力会因受外力的作用或环境温度、振动等的影响,随时间的延续而重新分布或逐渐松弛,从而导致夹具体变形而丧失原有的形位精度和尺寸精度,使夹具整体性能降低。为了克服上述问题,夹具体毛坯要进行人工时效处理,并应在粗加工后进行去应力回火等。
2.夹具体热处理工艺
(1)铸造和焊接制夹具体的热处理
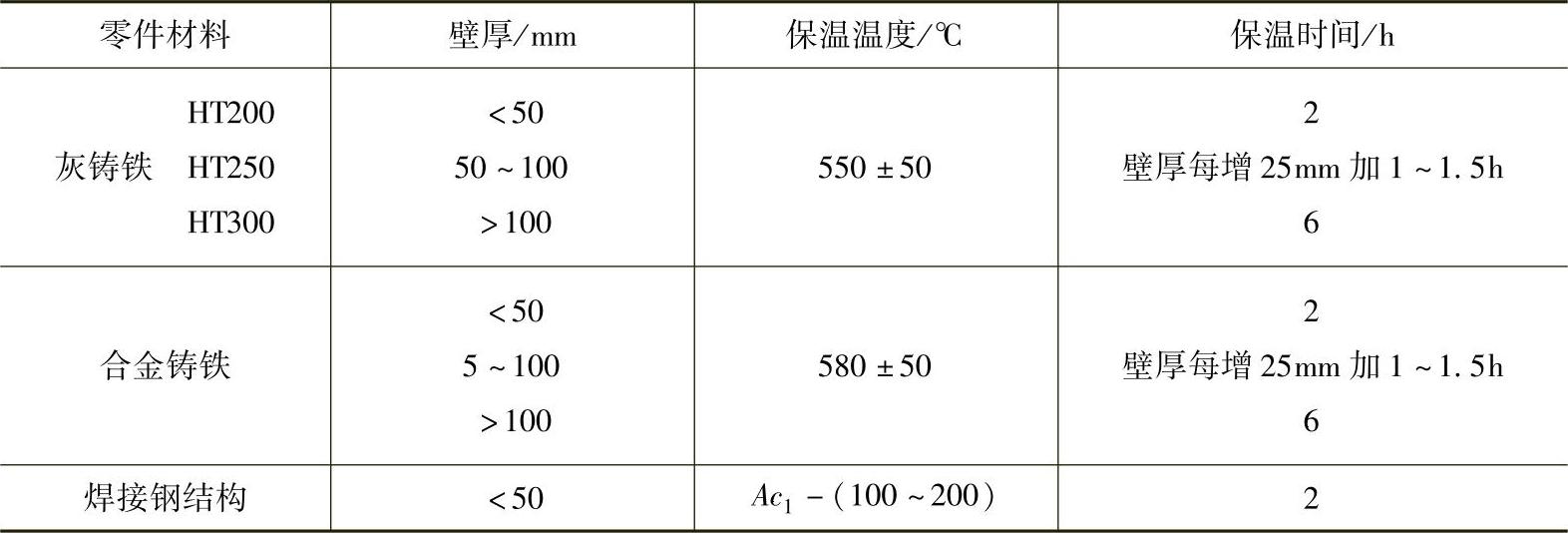
1)铸造和焊接夹具体的人工时效规范,如表5-10所示。
表5-10 夹具体的人工时效规范
 (https://www.xing528.com)
(https://www.xing528.com)
2)去应力回火。在电阻式箱式炉中加热至600~650℃,保温3~4h后随炉缓冷到300℃以下出炉。
(2)锻坯制夹具体的热处理
1)所用材料及技术要求。图5-17所示的夹具体所用材料为45钢,热处理后要求硬度为45~50HRC。
2)工艺分析。该夹具体的结构比较复杂,特点是多孔、壁薄且不均。45钢淬透性差,用水淬火冷却易产生裂纹等。因此,防止淬火裂纹是该件的热处理关键。
3)热处理工艺拟采用复合淬火法,工艺过程如下。
①淬火。在840~860℃盐浴炉中加热,保温13min后在质量分数10%的NaCl水溶液中冷却3~4s,立即转入140~160℃热碱浴中保持5~6min后空冷到室温。
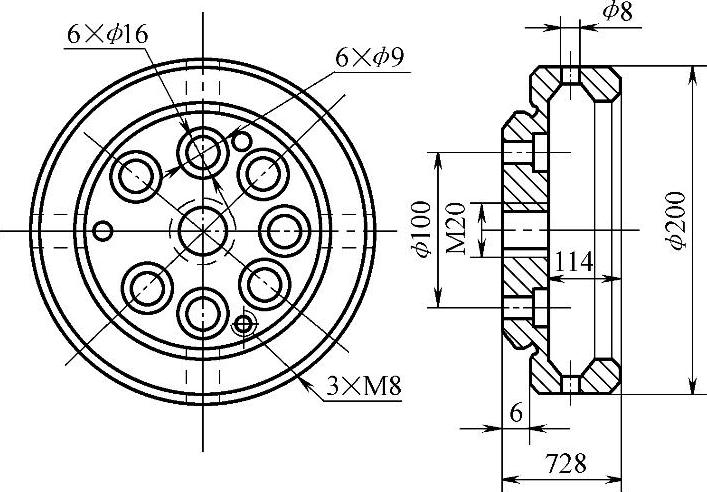
图5-17 45钢制夹具体结构图
②回火。在380℃硝盐浴回火炉中保温1.5h后空冷。
4)处理结果,硬度为45~47HRC,且各部位均无裂纹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。