



1.材料
(1)金属带 对金属带的要求如下:
1)金属带应采用厚度为0.15~0.23mm的冷轧钢带,常用金属带材料的牌号、代号及适用温度见表6-15。
表6-15 常用金属带材料的牌号、代号及适用温度(摘自GB/T 4622.3—2007)

① GB/T 4237—2015为不锈钢热轧钢板和钢带标注;GB/T 4238—2015为耐热钢钢板和钢带标准。
2)金属带表面应光滑、洁净,不允许有粗糙不平、裂纹、分层、划伤、凹坑及锈斑等缺陷。
3)不锈钢带材料的化学成分和力学性能应符合GB/T 3280—2015《不锈钢冷轧钢板和钢带》的规定。
(2)填充带 对填充带的要求如下:
1)填充带的厚度为0.4~0.8mm,常用材料为非石棉纤维、石棉、柔性石墨和聚四氟乙烯,填充带的适用温度见表6-16。根据供需双方协商,可以选用其他填充材料。
值得注意的是:根据法律要求,含有石棉成分的材料在处理时应采取防范措施,确保对人体健康不构成危害。
表6-16 填充带的适用温度(摘自GB/T 4622.3—2007)

2)缠绕用石棉带的技术要求应符合JC/T69—2009《石棉纸板》的规定。
3)缠绕用柔性石墨带的技术要求应符合JB/T 7758.2—2005《柔性石墨板 技术条件》的规定。
4)缠绕用聚四氟乙烯带的技术要求应符合JB/T 6618—2005《金属缠绕垫用聚四氟乙烯带 技术条件》的规定。
(3)内环和定位环 除供需双方另有协议外,内环材料的耐蚀性应等于或优于金属带,内环、定位环如果使用碳钢材料,则应采用喷塑、金属镀层或其他涂层处理,以防大气腐蚀。内环、定位环的材质应符合GB/T 912—2008《碳素结构钢和低合金结构钢热轧薄钢板及钢带》、GB/T 11253—2007《碳素结构钢冷轧薄钢板及钢带》、GB/T 3280—2015《不锈钢冷轧钢板和钢带》或相关标准的规定。
2.工艺要求
1)缠绕式垫片由预成型的金属带和扁平填充带交错叠制而成(按圈数计数环绕层),金属带和填充带应紧密贴合,层次均匀,无折皱、空隙等现象。对制成的垫片,填充带与金属带在两个端面上应均匀,填充带应适当高出金属带,层间纹理清晰,不应显露金属带。
2)内缠绕层至少应有三层没有填充物的预制金属带。开始两层应沿圆周最少点焊3处,最大间距为75mm。外缠绕带层亦最少应有三层没有填充物的预制金属带。沿圆周最少点焊3处,最后点焊为终端点焊。没有填充物的金属带不计入密封面。
3)从终端焊点到前一个焊点的距离不应大于35mm,带定位环型的缠绕垫片终端点焊后再加绕3~4圈松弛的预制金属带,可用来将垫片卡在定位环中。
4)内环、定位环可由整板冲制、车制,或经拼焊、围焊后车制等工艺制成,环面应平整,其平面度允差应小于1%;环槽或倒角与内外圆应同心,与两端面应对称。
5)带内环的垫片可直接在内环外圆上缠绕制成,亦可用专门的机具将内环与密封元件紧密固定。
6)定位环与密封元件之间应有适当的装配间隙,但应保证垫片在正常使用时不至于使定位环脱落。
7)密封元件缠制后,其密封面不允许再进行任何机械加工或预压处理。
3.尺寸测量范围及尺寸偏差
1)缠绕式垫片的尺寸测量范围见图6-10。(https://www.xing528.com)
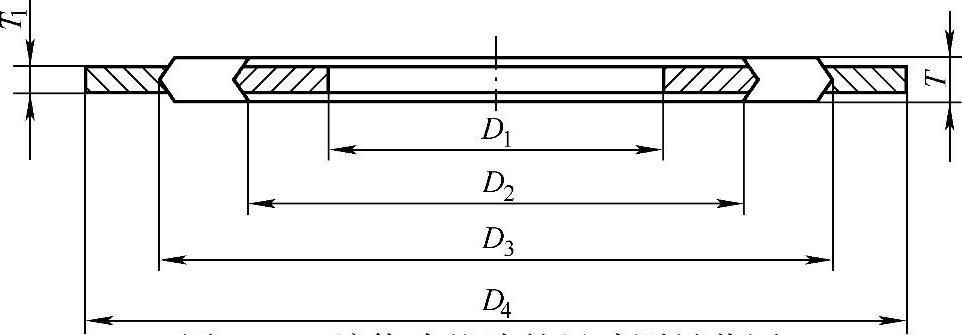
图6-10 缠绕式垫片的尺寸测量范围
D1—内环内径 D2—密封元件内径 D3—密封元件外径 D4—定位环外径 T—密封元件厚度 T1—内环/定位环厚度
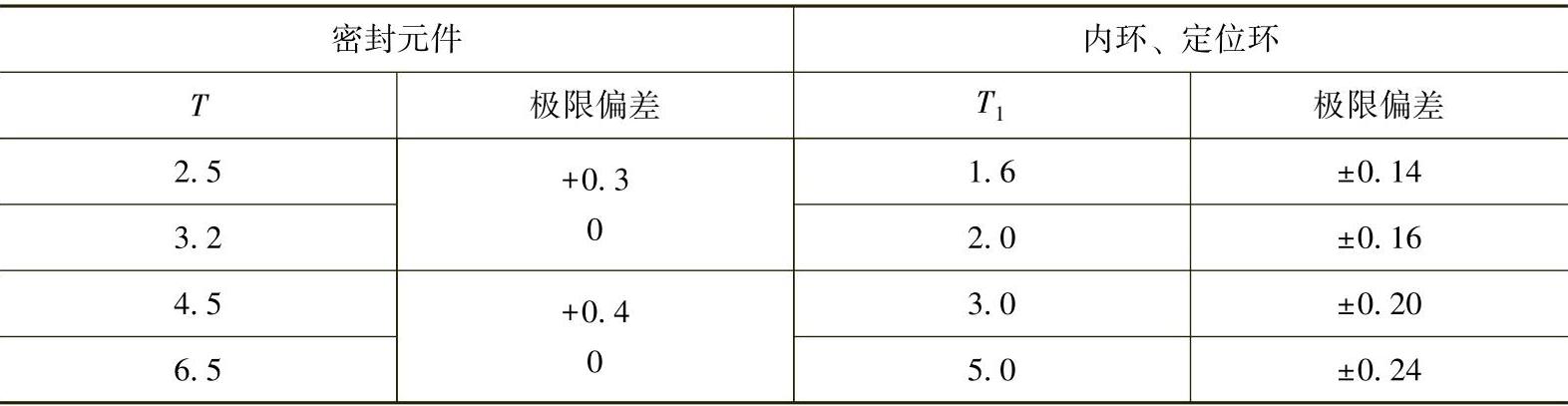
2)密封元件和内环、定位环的内外径尺寸偏差见表6-17,厚度偏差见表6-18。
表6-17 密封元件和内环、定位环的内外径尺寸偏差(摘自GB/T 4622.3—2007) (单位:mm)
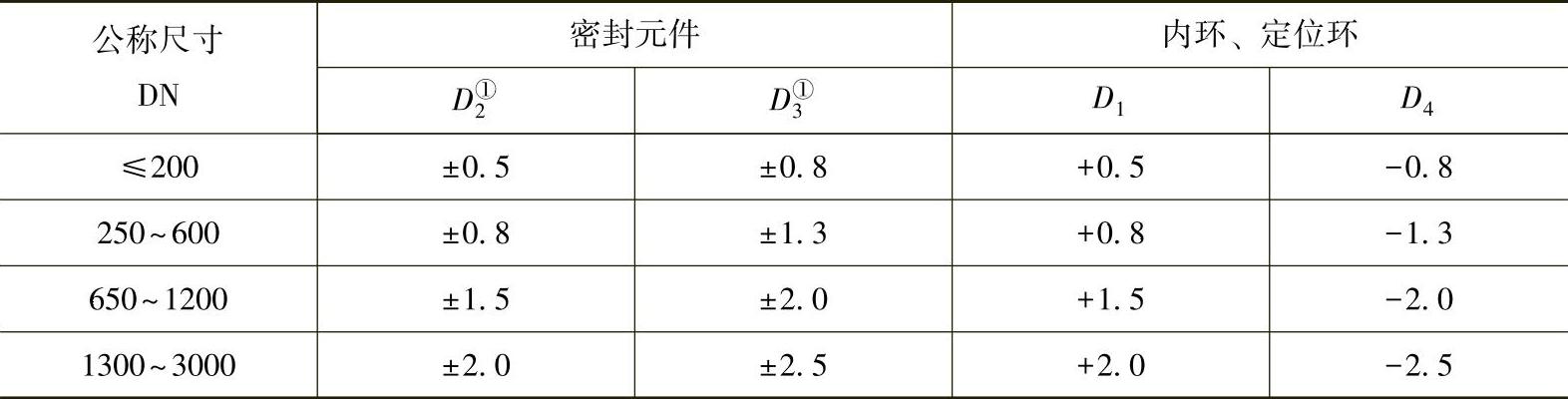
① 基本型和带内环型垫片D3不应为正偏差,基本型垫片D2不应为负偏差。
表6-18 密封元件和内环、定位环的厚度偏差(摘自GB/T 4622.3—2007) (单位:mm)
3)大直径法兰用缠绕式垫片尺寸极限偏差见表6-19。
表6-19 大直径法兰用缠绕式垫片尺寸极限偏差(摘自GB/T 13403—2008) (单位:mm)
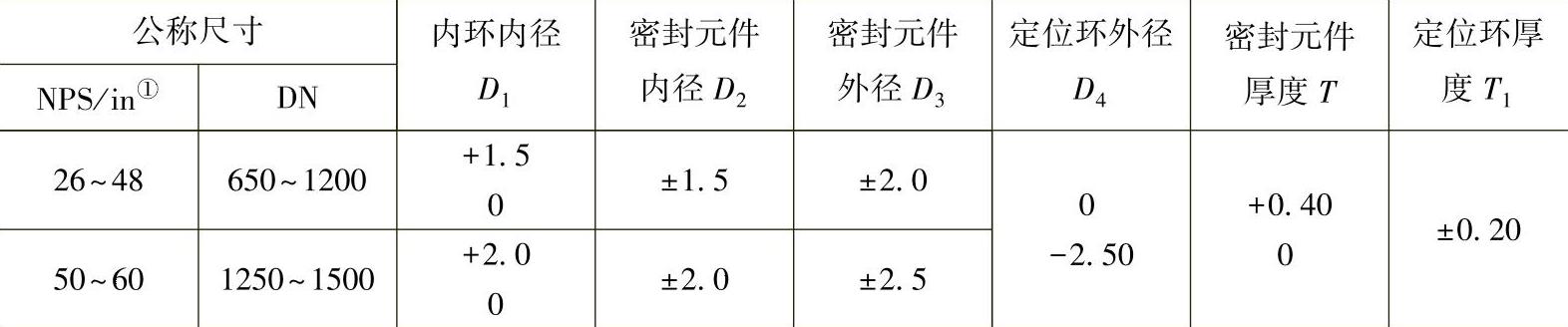
① 1in=25.4mm。
4.外观质量
密封元件的表面不允许有影响密封性能的径向贯通的划痕、空隙、凹凸不平及锈斑等缺陷。
垫片表面的填充带应均匀,并适当高出金属带;层间纹理清晰,不应显露金属带。
焊点应在金属带V形截面的对称面上,焊点间距离应均匀,不应有未熔合和过熔等缺陷。
内环和定位环表面不应有毛刺、凹凸不平、锈斑等缺陷;密封元件的上下密封面应在内环和/或定位环上下表面的居中位置;内环与密封元件间应紧密固定,不允许松动;定位环与密封元件允许在圆周方向相对滑动。
5.性能
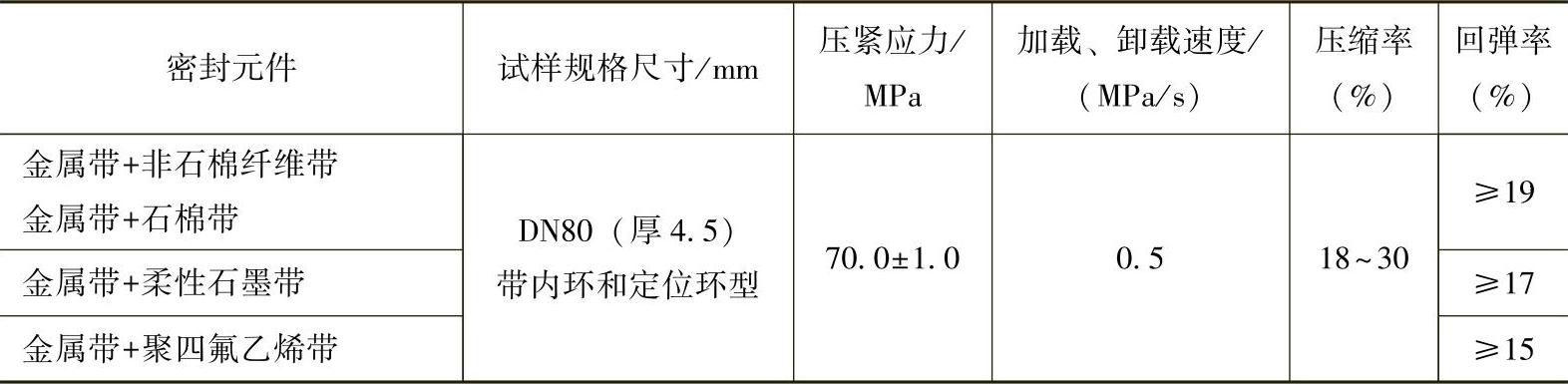
1)垫片压缩、回弹性能的试验条件和指标见表6-20。
表6-20 垫片压缩、回弹性能的试验条件和指标(摘自GB/T 4622.3—2007)
2)垫片氮气密封性能的试验条件和指标见表6-21,垫片泄漏率应不大于1.0×10-3cm3/s。
表6-21 垫片氮气密封性能的试验条件和指标(摘自GB/T 4622.3—2007)

3)垫片水压密封性能的试验结果应为:试样外缘在保压时向内无水珠出现,无脱焊及明显变形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。