



型芯和型腔镶件的成本通常是模具总成本中最重要的一个因素。它们如此昂贵的原因是它们不仅必须包含成型制品的每一个几何细节,必须由硬度很高的材料制成,并且加工的准确度和质量都必须达到很高的程度。
型芯和型腔镶件的成本是由每个型芯和型腔镶件的成本(Ccavity)乘以型腔的数量(ncavities)和一个折扣因子(fcavity_discount)决定的,即
Ccavities=Ccavityncavitiesfcavity_discount (3.3)
例:评估笔记本电脑边框的型芯和型腔镶件的总成本。由于本例中只有一个型腔且没有型腔折扣,所以总成本为
Ccavities=27900×1×1美元=27900美元
1.型腔成本
每个型腔装置的成本是由材料成本(Ccavity_material)、加工成本(Ccavity_machining)和抛光成本(Ccavity_finishing)之和估算出来的,即
Ccavity=Ccavity_material+Ccavity_machining+Ccavity_finishing (3.4)
例:评估一套笔记本电脑边框型芯和型腔镶件的成本。
由随后的分析结果可知,材料成本为435美元,加工成本为25800美元,抛光成本为1700美元。因此,一套型芯和型腔镶件的总成本为
Ccavity=(435+25800+1700)美元=27900美元
2.型腔材料成本
型腔材料成本是成本估算中最简单和最不重要的一项。型腔材料成本可由型腔总体积(Vcavities)乘以材料密度(ρcavity)和材料每千克的价格(κcavity)明确计算出,即
Ccavity_material=Vcavitiesρcavityκcavity (3.5)
一些常见金属的成本数据已在附录B中给出。
型腔镶件的体积是型腔长度(Lcavity)、宽度(Wcavity)和高度(Hcavity)的乘积,即
Vcavities=LcavityWcavityHcavity (3.6)
第4章中将讨论,型腔装置的尺寸在模具布局设计的过程中就定了下来。通过后面的分析归纳,这些尺寸可以粗略地由制品尺寸的函数估算出来,即

值得注意的是,公式中用到的附录中的数据,全部尺寸必须来用公制单位m,或者与数据一起转化成其他一种一致的单位。与之前提到的一样,如果可以,应该利用材料属性、制品形状、模具形状和制造工序等专业应用数据来进行分析。
例:评估笔记本电脑边框的型芯和型腔镶件的材料成本。
首先估算型芯和型腔镶件的尺寸。由表3.2中提供的尺寸,初步得出尺寸为
Lcavity=[0.24+max(0.1×0.24,0.01)]m=0.264m
Wcavity=[0.16+max(0.1×0.16,0.01)]m=0.176m
Hcavity=max(0.057,2×0.01)m=0.057m
再得出体积为
Vcavities=0.264×0.176×0.057m3=2.65×10-3m3
为了计算型芯和型腔镶件的材料成本,必须知道材料的种类。由于这是一种对公差要求严格且产量很高的产品,因此选择耐用性和耐磨性较好的工具钢D2[1]。这种材料的密度为7670kg/m3,价格为21.4美元/kg。所以型芯和型腔镶件的材料成本为
Ccavity_material=2.65×10-3×7670×21.4美元=435美元
3.型腔加工成本
型腔加工成本(Ccavity_machining)是模具总成本中最重要的一个成本。它是多个变量的函数,这些变量包括:
•成型制品的体积和几何复杂性。
•型芯和型腔镶件的材料特性。
•加工工序。
•劳动力成本。
•镶件的质量要求。
这里用来评估型腔加工成本的方法是将加工时间(tcavity_machining)和每小时机加工成本(Rmachining_cost)相乘,即
Ccavity_machining=tcavity_machiningRmachining_cost (3.8)
每小时机加工成本(Rmachining_cost)随着制造模具当地生活水平的变化而变化。德国的生活水平高于我国台湾地区,一个在德国的制模商,比在我国台湾地区的制模商会有更高的劳动成本。此外,每小时机加工成本费率也会随着模具制造商的工具、能力和设备使用率的情况而变化。例如,一个使用5轴数控铣床的制模者就比使用3轴手动操作的制模者拥有更强的能力,但需要更多的费用。附录D中给出了一些相近的加工成本和效率的数据以及每小时机加工成本,当然,机械师的成本是可以商量确定的。
型腔加工时间是由型腔的尺寸和复杂性以及加工工序的速度决定的。理论上,可以通过计划制造工序的顺序和时机掌握来精确估算加工时间。但实际上,这种方法是相对困难的,除非整个工作能够自动完成,比如在一台数控铣床上进行加工。[2]
型腔加工时间由体积加工时间(tcavity_volume)和面积加工时间(tcavity_area)之和估算得来。考虑到专业应用要求,乘以一个复杂性因子(fcavity_complexity),再考虑到几何复杂性也是一个加工因子(fmachining),最后除以一个效率因子(fefficiency)得

型腔体积加工时间是一个关于去除材料的体积和材料去除速率的函数。为了提供与真实值大概相等且稳妥的评估,假定去除材料的体积与型芯和型腔镶件的体积相等。这虽然看起来非常的稳妥,但实际上型芯镶件的外部和型腔镶件的内部还要被去除很大一部分。
材料去除速率是一个关于工序、表面质量、公差要求以及镶件材料性质的函数。为了简化分析,稍后会用几何复杂性因子得到不同加工工序和公差需求对生产要求的型腔的影响。如此,就得到了去除材料所需要的时间,即

式中,Rmaterial_volume是模具材料的体积去除速率,单位为m3/h。不同材料的加工数据已在附录B中给出,如果已知切削的深度、速度和进给速率,则专业应用材料的切削速率可以替换[22]。(https://www.xing528.com)
型腔面积加工时间(tcavity_area)估算加工所有型腔表面所需的时间,可以类似地计算为

式中,Apart是制品的总表面积,单位为m2;Rmaterial_area是模具材料的面积去除速率,单位为m2/h。现代计算机的三维辅助设计系统可以对制品的表面积和体积进行精确测量。
型腔复杂性因子(fcavity_complexity)用来调整型腔加工时间以适应组成模具型腔的多种特征的设计与制造。与该复杂性因子有关的因素包括:
•将模具型腔分成多个加工任务。
•加工任务和数控程序的产生,包括电火花加工的电极。
•加工任务的执行,包括多种机器任务,电火花加工、铣削加工等。
•检验和再加工以获得精确的形状。
之前的研究[5,23]已经得出型腔的复杂性与成型制品的尺寸和特征的总数量有关。遗憾的是,之前的方法很耗时间,且依赖主观的意见来判断由什么构成一个尺寸或特征。因此,成本分析使用了一个复杂性因子,这个因子基于预期的制品体积(表面积Apart乘以壁厚h)与实际的制品体积Vpart之比,即

复杂性因子随着特征数量的增加而变大,因为每增加一个特征(比如一个筋板、一个套筒或者一个窗口)就会增加制品的表面积却不会引起制品的实际体积较大的增加。为了说明不同水平的复杂性,表3.3中提供了各种不同制品的复杂性因子。
表3.3 不同制品设计范例的复杂性因子

机加工效率因子(fefficiency)用来解决不同加工种类的材料切削速率不同的矛盾。附录B中的体积切削速率指的是在直径为19.05mm(3/4in)的碳化两槽铣刀、切削深度3.2mm(0.125in)的情况下的速率;面积切削速率则是直径为6.35mm(1/4in)的碳化四槽铣刀在一半的名义进给速率下的速率。由于型芯和型腔镶件通常都是经过多步加工操作生产出来的,对于一个确定的应用,它的总加工效率因子是每一个加工效率因子按比例的加权平均数。每一种加工工序的加工效率因子已在表3.4中给出。
表3.4 不同工序的机加工效率因子
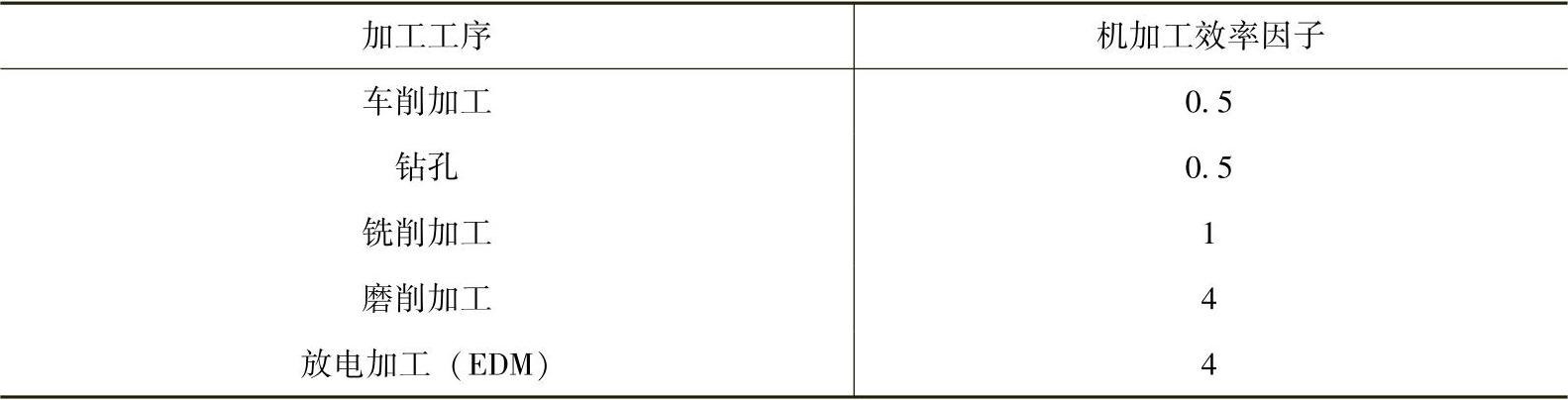
加工效率因子(fefficiency)用来评估劳动力和机器从事非加工活动上的那部分时间。理论上,一个全自动数控加工单元的效率能达到100%。事实上,加工效率很少能够超过50%。因为很大一部分时间用在了开发机器操作、取得和检查切削刀具、实施计划、核实切削路径、建立电极、进行EDM加工以及其他一些任务上。因此,在成本评估时,建议使用25%的加工效率。
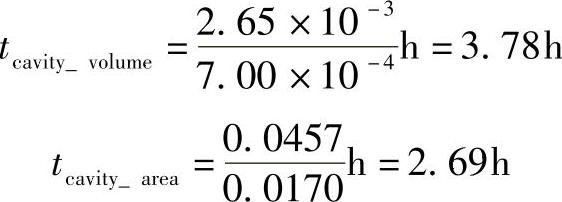
例:计算笔记本电脑边框模具的型芯和型腔镶件的加工成本。
使用表3.2中的应用数据和附录B中工具钢D2的切削速率,可得加工时间为
于是可得型腔复杂性因子为

由于笔记本电脑边框包含的很多狭窄的筋板首先要用EDM加工生产,因此使用的机加工效率因子为4。同时加工效率取为25%。得到加工时间为

由附录D中统计的成本数据可知,一个美国的制模工的平均计时工资为23.94美元/h。这些是雇员的直接工资,并不包括附加津贴(比如医疗福利、假期等)、工厂和设备成本(比如土地、建筑、机器等)、供给物费用(比如切削工具、切削液、电力、水等)以及其他一些经常性费用(包括管理费用、红利等)。因此,制模商会要求支付比他们的雇员的直接工资高得多的费用。假设制模商开出一张100美元/h的计时账单,则型腔加工成本可估算为
Ccavity_machining=258×100美元=25800美元
4.型腔的折扣因子
型腔的折扣因子来源于第一个型腔装置的设计和加工产生的固定成本。生产率会随着型腔装置数量的增加而提高。表3.5中给出了不同型腔装置数量下折扣因子的值。型腔装置数量的每一次翻倍,折扣因子都会减小15%左右。但是,数量达到16个以后,生产率也很难进一步提高。表3.5基于通用的人为因素调查[24],因此,如果可以,这些因子要用专业的应用数据代替。
表3.5 折扣因子与型腔数量的函数关系
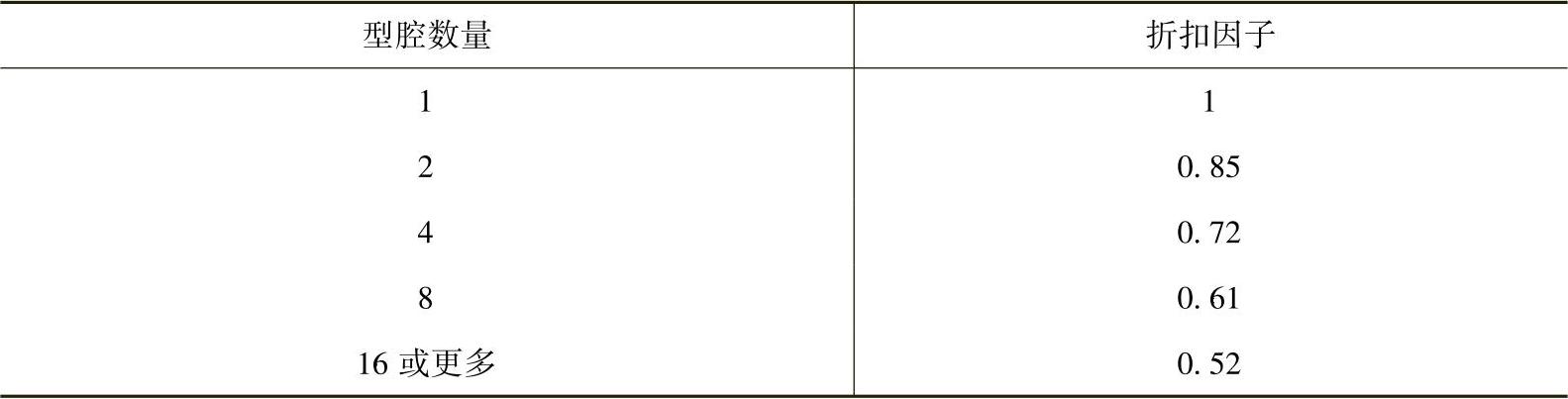
例:由于笔记本电脑边框由单型腔模具制造,没有折扣,因此折扣因子设为1。
5.型腔抛光成本
型腔抛光成本(Ccavity_finishing)也是一个主要的成本驱动因素,占总成本的5%~30%[25]。抛光成本是抛光型腔表面所需的时间(tcavity_finishing)和每小时抛光成本(Rfinishing_cost)的乘积,即
Ccavity_finishing=tcavity_finishingRfinishing_cost (3.13)
抛光时间由模具每个需要抛光的表面的面积(Aipart)除以该表面的抛光速率(Rifinishing)得到,即

由于抛光速率由抛光的表面质量和纹理决定,式(3.14)中的求和符号表示需要把抛光成不同表面质量的每部分时间加起来。表3.6中给出了一些典型的抛光速率,它们是对应不同的质量水平由Rosato[25]改编而来的。附录D中给出了大概的劳动力费率。由于抛光加工可能完全是劳动密集的,因此型芯和型腔镶件的抛光有时会实行外包。
表3.6 抛光速率

例:评估笔记本电脑边框型腔抛光处理的成本。
假设笔记本电脑边框总共有0.0457m2的表面积,其中大部分表面都达到SPI B-3要求,只有一个作为前面的表面达到SPI A-1要求,它的面积约为0.01m2。可得到抛光的时间为

在上面的式子中,前面的面积已经从边框的总面积中扣除,以避免重复计算抛光前面所需的时间。如果每小时抛光成本是50美元/h,那么型腔抛光的成本为
Ccavity_finishing=34×50美元=1700美元
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。