



单个制品的加工成本是一个关于型腔数量、循环周期(tcycle)和每小时操作工与机器所需的费用(Rmolding_cost)的函数,即

循环周期主要由制品的厚度(hwall)决定,其次制品的尺寸和浇注系统的类型对其也有影响。虽然循环周期在设计冷却系统时计算更为精确,这里还是给出一个合理的估算方法
tcycle=4h2fcycle_efficiency (3.24)
式中,tcycle的单位为s;h的单位为mm;fcycle_efficiency是循环效率因子,其是一个关于浇注系统类型和操作工艺流程(表3.15)的函数。虽然热流道全自动模具更令人满意,但很多制模工还是在冷流道半自动的模具上操作。
表3.15 循环效率因子

每小时操作工与机器所需的费用是一个关于锁模力、技术能力和相关的劳务费的函数。下面的这个模型将锁模力和技术能力和每小时操作工与机器所需的费用联系了起来[6],即
Rmolding_cost=(47.0+0.073Fclamp-4.7inFclamp)fmachine (3.25)
式中,Fclamp是锁模力,单位为t;fmachine是关于机器的能力和相关劳务费的因子。
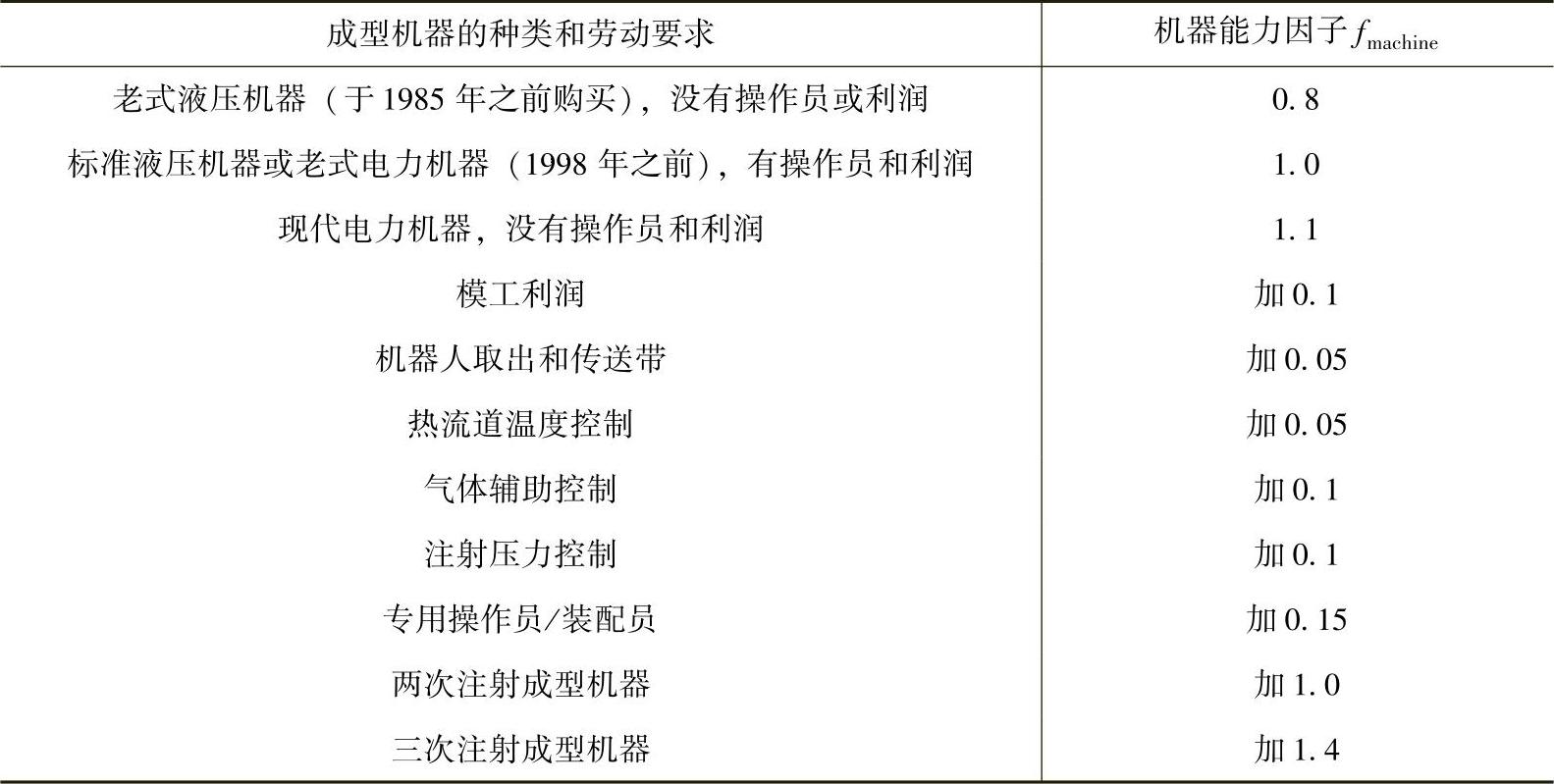
机器能力因子在表3.16中给出。一般来说,拥有先进能力和高锁模力的机器需要花费更多来购买和操作,因此需要对单位时间成本加价。拥有专用能力(比如多个注射装置或者更高的注射压力/速度)的机器购买的价格更贵,因此同样需要对单位时间成本加价。
表3.16 成型机器的技术能力
辅助设备的成本应当加上适当的机器能力因子。虽然机器和辅助设备的技术增加了成型过程的成本,但是它们都提高了制品质量,减少了加工和材料的成本。
锁模力会在设计充填系统时被分析到。如果假设型腔投影面积上的平均熔融压力为75MPa,则可以保守估计出锁模力为(https://www.xing528.com)
Fclamp=75×106ncavitiesLpartWpart/9800 (3.26)
式中,Lpart、Wpart的单位为m;Fclamp的单位为t。
例:评估每件笔记本电脑边框的加工成本。
假设该成型是热流道系统、机器人取出的全自动成型过程。对应的循环效率因子为1.5。循环周期为
tcycle=4×1.52×1.5s=13.5s
如果使用的是带有机器人取出、传送带和热流道控制器的现代电力机器,那么机器能力因子为
fmachine=1.1+0.05+0.05=1.2
为了计算成型设备的成本,必须先算出锁模力
Fclamp=(75×106×1×0.24×0.16/9800)t=294t
值得说明的是,由于笔记本电脑边框里有一个很大的窗口,实际所需的锁模力是小于294t的,本分析还是比较保守的。
于是,估算出成型设备每小时操作工与机器所费的成本为
Rmolding_cost=(47.0+0.073×294-4.7ln294)×1.2美元/h=50.1美元/h
然后根据式(3.23)得到成型制品的加工成本为

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。