



型腔的布局设计是为了使模具更紧凑,更好加工,并有更高的生产率。如果是单腔模具,即使有时浇注系统不在模具的中心,型腔也通常位于模具的中心。对于多腔模具,主要有三种型腔分布形式:
•型腔沿直线分布。
•型腔按网格分布。
•型腔沿圆周分布。
如图4.17所示,将所有的型腔布置在一条直线上,这是简单却低劣的设计。除非型芯和型腔是又长又浅的,否则会使模具具有很大的长宽比。通常来说,整个模具的长宽比应小于2∶1。若长宽比过大,就需要大的模具,也许没有与此相匹配的注射成型机;再者,这样的型腔分布会导致浇注系统不平衡,从而不易对熔体进行控制,这些内容会在第6章中进行介绍。

图4.17 型腔沿直线分布
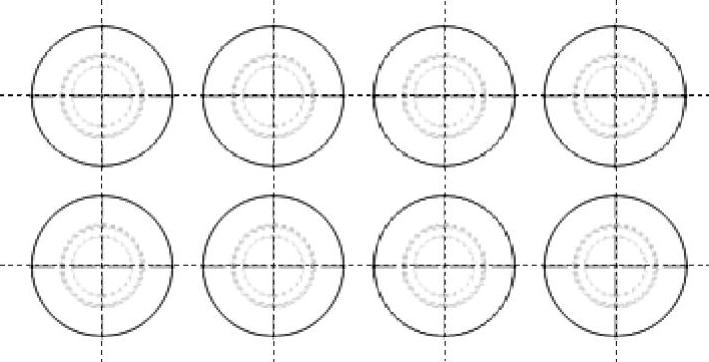
为了替代线性型腔分布,通常会用如图4.18所示的网格分布,这种型腔分布形式常用于大容量且型腔数量为2、4、6、8、16及32等偶数的情况。这样的分布形式主要有两个好处:第一,模具会很紧凑,长宽比也会在合适的范围;第二,浇注系统会维持平衡,这也会在第6章进行介绍。
 (https://www.xing528.com)
(https://www.xing528.com)
图4.18 型腔按网格分布
尽管网格式分布的模具十分紧凑且常见,但其浇注系统会有多个分枝。为了简化浇注系统并使熔体充模流动更平衡。当制品比较小或者型腔数量较少(8个或者更少)时,常将型腔沿圆周分布,如图4.19所示,这使得每个型腔到中心的距离相等。这样也会带来一个弊端,即模具的表面积要比前述的网格分布大。
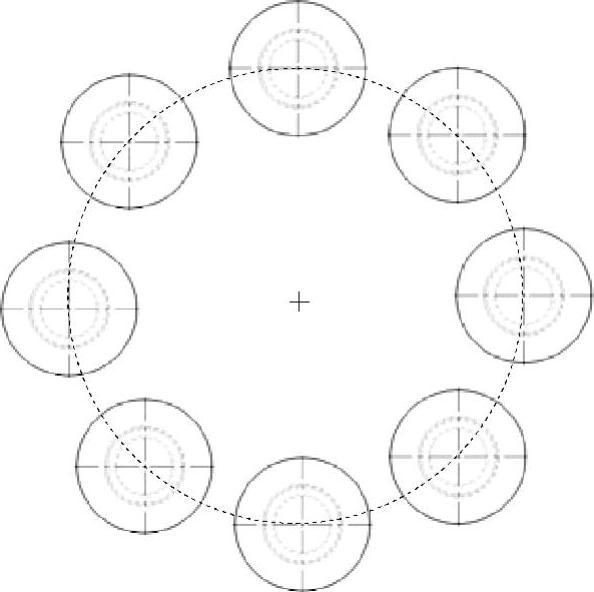
图4.19 型腔沿圆周分布

图4.20 组合的型腔分布形式
虽然前面所列举的型腔分布形式是最常见的,但是设计者也会设计其他的型腔分布形式。有时候会把将几种形式综合起来应用。例如,图4.20所示的就是线性分布与圆周分布的结合,对于六型腔的模具来说,这种分布非常紧凑。设计者们应该设计出更适应制品大小和要求的型腔分布形式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。