



【摘要】:在模具填充过程中,在整个型腔范围内,塑料熔体从注射点开始趋于一种径向流动。这种均匀填充可以实现在整个模具型腔中更均匀和更低的熔体压力。图5.1是笔记本电脑边框的填充分析云图,它有两个注射点。每一等值线代表了在填充时间内不同时刻的熔体前锋位置。可能产生以下缺陷:需要过高的模具型腔填充压力和锁模力,产生飞边。在充模过程中随着熔体速率的变化引起熔体破裂、喷射、滞留或者外观缺陷。
在模具填充过程中,在整个型腔范围内,塑料熔体从注射点开始趋于一种径向流动。一般在模具设计时,应该保证聚合物熔体大致同时从浇口位置流到模具型腔最远边缘。这种均匀填充可以实现在整个模具型腔中更均匀和更低的熔体压力。
如果模具的一部分比其他部分填充得早很多,那么已填充部分的熔体将会存在潜在的严重问题。图5.1是笔记本电脑边框的填充分析云图,它有两个注射点。每一等值线代表了在填充时间内不同时刻的熔体前锋位置。从图中可以看出,聚合物熔体从浇口径向流出并受流道侧壁限制。聚合物熔体随后沿侧壁垂直方向流动,充满笔记本电脑边框的上、下壁面。
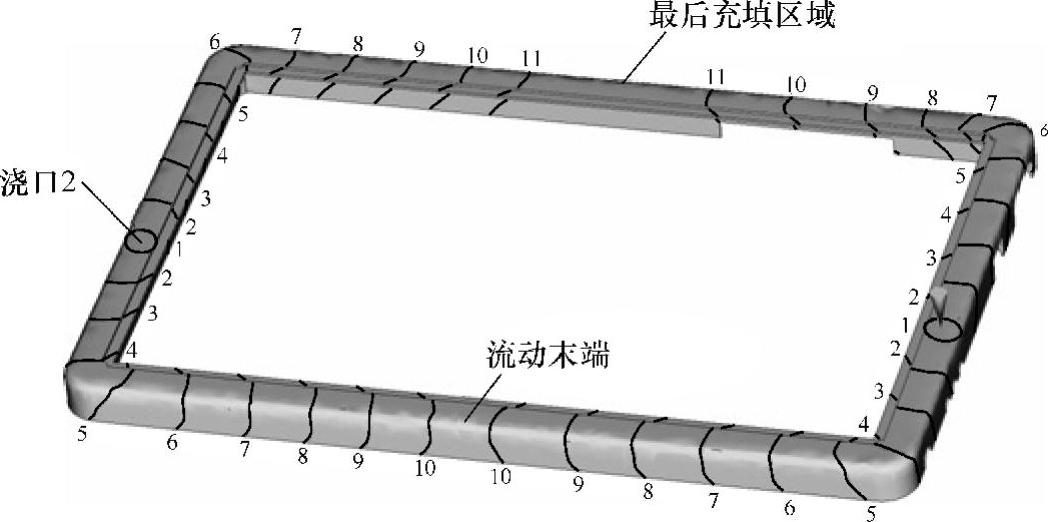
图5.1 笔记本电脑边框的填充分析云图
在大多数填充过程中,零件上半部分的熔体流量和下半部分的流量是相等的。然而,由于浇口位置稍靠近零件下半部分,因此零件下半部分的填充先于零件上半部分的填充。当两股熔体前锋在底部中心相遇时,一部分非常少的熔体被挤到零件下部。零件底部的流动停滞,从而引起零件上部流体的涌动。可能产生以下缺陷:
•需要过高的模具型腔填充压力和锁模力,产生飞边。(https://www.xing528.com)
•不能充满模具型腔(短射)。
•高残留应力和翘曲。
•在充模过程中随着熔体速率的变化引起熔体破裂、喷射、滞留或者外观缺陷。
为了避免和解决这些问题,设计模具时应该考虑到浇口的类型和位置、流道系统的布局和尺寸、模具型腔的名义厚度,并通过微调壁厚有目的地引导模具型腔内的熔体流动。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。