



模具设计者应该验证在给定型腔几何结构和材料特性情况下的模具填充。然而,填充分析需要的工艺参数包括熔融温度和熔体速度或体积流量。推荐模具设计者设定熔体温度为材料提供者推荐的熔体温度范围的中间值,因为这样可以给工艺工程师提供一定的空间上下调整温度来解决成型问题或者缩短循环时间。
在模具制成和投产之前,实际的熔体流动速率是不可知的。通常,最高流动速率是由注射成型机螺杆的最大速度或高流动速率产生的缺陷,如飞边、喷射或焦痕来确定的。在模具型腔内最小流动速率通常受到熔体过早凝结的限制,该凝结层会导致短射。根据成型应用中的具体情况,熔体通过模具的典型速度在0.01~1m/s内波动。
通常,薄壁成型要求较高的流速,因为:
•为了避免过早凝结,要求更快的注射速度。
•注射成型机体积流量相同时,薄壁情况提供更快的流速。
可以通过计算模具型腔和流道的容积并除以估算的填充时间来估算熔体流动速率。这种方法非常适用于有经验的实践者,但是可能不适用于几何构型或材料特性有很大差异的新成型。此外,其他的分析可以给出一个推荐的流动速率,其能平衡剪切产生的热量和从熔体到模具的热损失量。该结果不仅能为熔体流动速率提供合理估算并且提供了更准确的分析,因为随着熔体填充到模具中,将产生均匀的熔体温度。
附录F提供了熔体速度的推导。对于牛顿流体,速度推荐为

式中,Tmelt和Twall分别是熔体温度和模具壁面温度;k是塑料熔体传热系数;μ是牛顿黏度。因为黏度是剪切速率和速度的函数,所以有必要迭代计算剪切速率和黏度直到速度收敛为止。
例:该分析将应用于笔记本电脑边框成型,其壁厚为1.5mm,并且在熔体温度为239℃和模具冷却温度为60℃时由ABS(Cycolac MG47)充模成型。为了分析,最初假定速度为0.5m/s。在这个速度下,剪切速率为(https://www.xing528.com)

在这个剪切速率下,Cross-WLF模型提供的熔体黏度为120Pa·s。利用这个值求出推荐注射速度的新估算值为

使用附加的迭代来进一步确定推荐速度。速度为0.69m/s时,剪切速率为2760s-1。此剪切速率下的黏度为95.4Pa·s,反过来熔体速度为0.77m/s。进一步的迭代得到剪切速率为3080s-1,黏度为88.1Pa·s,熔体速度为0.80m/s。随着附加迭代的进行,最后速度收敛为0.82m/s。因为流动长度约为0.2m,所以填充笔记本电脑边框的模具型腔的时间约在0.25s内(不包括流道系统)。型腔体积为30cm3,所以这与喷嘴处的体积流量125cm/s相对应。
从方程(5.23)的形式可知,推荐速度随着熔体温度、模具壁面温度、熔体传热系数和熔体黏度的变化而变化。熔体温度与壁面温度间的较高差异和聚合物熔体较高的传热系数,都要求较快的熔体速度来维持一致的熔体前锋温度。低黏度的材料要用高的熔体速度来产生剪切热,该剪切热可以避免熔体过多的热损失。
虽然看起来熔体的速度不随着壁厚的变化而变化,但是壁厚通过剪切速率对其产生影响,因为速度是剪切速率的函数。随着壁厚的减小,不断增大的剪切速率会使黏度降低,因此为了避免熔体冷却,要求较高的熔体速度。如所预期的,随着壁厚的减小,需要较高的熔体速度。图5.11所示为通过分析方法给出的ABS在不同熔体温度和壁厚时的推荐速度。壁厚为3mm和熔体温度为218℃成型时熔体速度约为0.4m/s,壁厚为0.8mm和熔体温度为260℃成型时熔体速度约为1.6m/s,可以观察到,熔体速率从约0.4m/s变化到约1.6m/s。
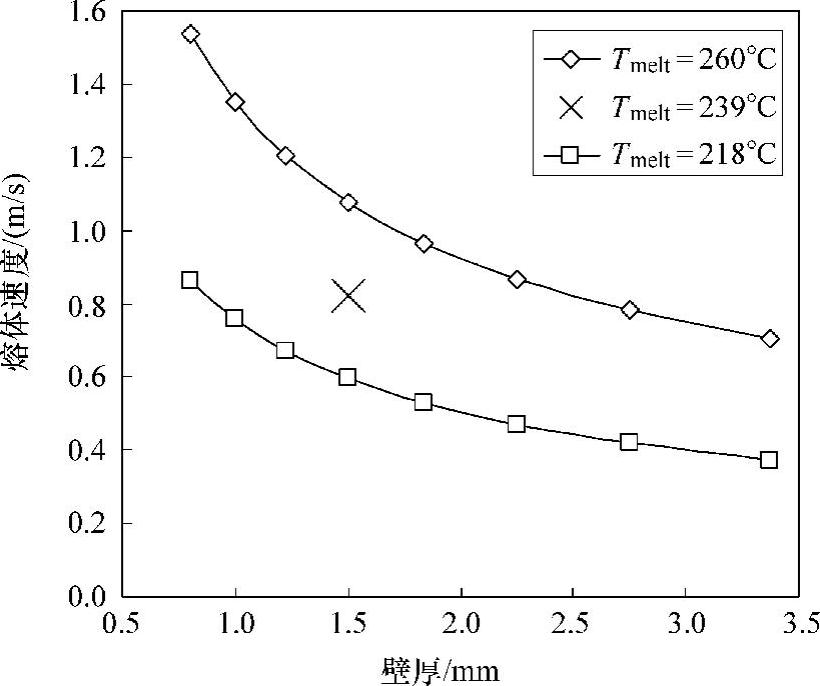
图5.11 ABS的推荐熔体速率随壁厚和温度的变化关系
由于熔体速度与成型应用相关,其存在较大的推荐范围,成型过程中实际的熔体速度和流动速率是不确定的,能够意识到这点非常重要。分析的目的是对熔体速度和填充时间提供一合理的估计,并设计一种能在较宽工艺条件下工作的模具。虽然相比于基于经验的填充时间的简单假设,前述的分析似乎不必那么复杂,但是这种分析是客观的,它可以提供一种定量的结果,可以对注射模具的设计和使用产生更加深刻的认识。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。