



所有的翘曲都是由不均匀收缩引起的,而不均匀收缩的原因是变化的。产生不均匀收缩的最直接原因是贯穿成型制品壁厚的温度梯度,图10.14说明了此现象。在此模具设计中,冷却系统的设计提供了不一致的冷却。型芯镶件附近的注射制品温度比型腔镶件附近的温度要高。正如图9.11所示的冷却分析所说明的,型芯和型腔的镶件表面温差为5℃是很正常的。
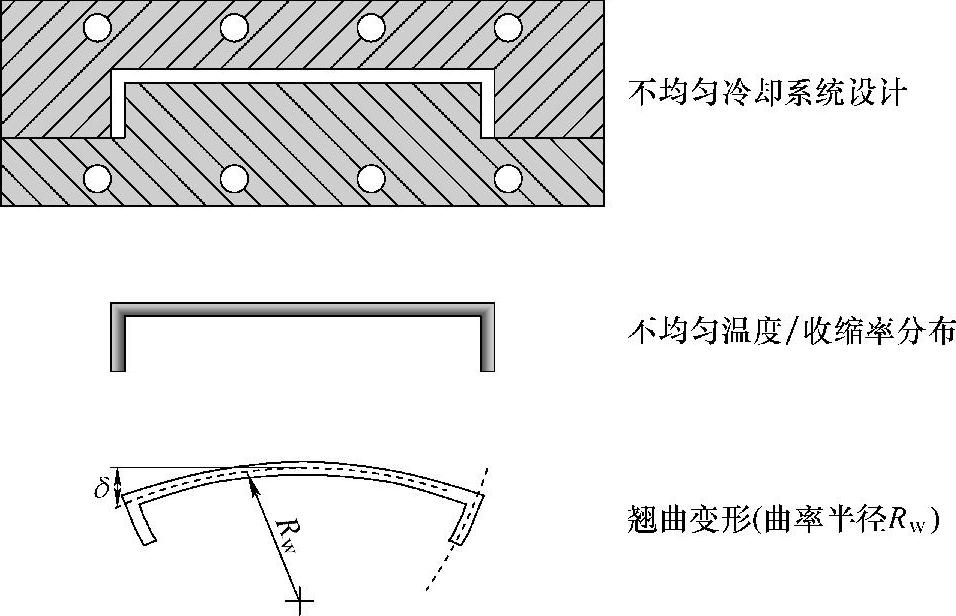
图10.14 贯穿壁厚的不同收缩引起的翘曲
贯穿注射制品厚度的任何温差都会直接引起不同的收缩率。型芯表面和型腔表面之间的收缩率差值在冷却时会导致应变的产生。例如图10.14中,型芯表面更热,因此这边的塑料制品会产生更大的收缩。根据统计,注射制品由翘曲引起的曲率半径Rw可根据以下方程计算,即

式中,h是注射制品壁厚;score和scavity分别是关于式(10.2)和式(10.13)的注射制品接近型芯和型腔镶件的收缩率。
已知曲率半径,注射制品外平面变形的最大挠度δ可近似估算为

式中,W是从中心到注射制品边缘的距离。
例:如果型腔比型芯冷2℃,计算笔记本电脑框架的平面变形。
利用ABS的pvT模型,分析假设66MPa压力保压后,注射制品在型腔和型芯表面的温度分别为132℃和134℃。型腔处比体积和收缩率分别为9.65×10-4m3/kg和0.31%;型芯处比体积和收缩率分别为9.66×10-4m3/kg和0.34%。虽然型芯和型腔之间收缩率的差看起来不明显,但翘曲明显。
曲率半径为

因为制品宽240mm,从制品中心的有效宽度W为120mm。那么从中心至边缘的平面翘曲为

其中有两个有趣的潜在问题。其一,1.4mm的翘曲比绝对的边对边收缩0.8mm(估算为0.31%×240mm)稍大。其二,预估的翘曲对总的注射制品温度并不敏感,但对贯穿厚度的温度梯度却很敏感。例如,如果在压力为0MPa、型腔温度为100℃、型芯温度为102℃条件下估算收缩,那么翘曲结果为2.1mm,这十分接近之前的估算。因此,对由贯穿注射制品厚度的温度梯度导致的翘曲进行估算分析是有用的。
贯穿注射制品壁厚的温度梯度是产生翘曲的普遍原因。另一种引起翘曲的因素是贯穿制品面积的温度和/或压力梯度导致的收缩差。如图10.15所示的一个典型例子。在这种情况下,接近浇口处型腔中的熔体压力比型腔其他处的更高。因此,中心处的体积和线性收缩比注射制品其他处的要小。如果收缩差足够大,那么零件中心将产生翘曲。(https://www.xing528.com)
图10.15所示的收缩差与图10.8所示的笔记本电脑框架的收缩差相似。但是,图10.15所示的模塑制品会因为收缩差而翘曲,而图10.8所示的框架就不会。这是因为笔记本电脑框架的窗口边互不影响,因此每边收缩独立自由。翘曲只有在贯穿制品存在收缩差时才发生,如果左边的收缩率与右边的收缩率有很大的不同,顶部与底部的收缩率也有很大的不同,就会发生翘曲。
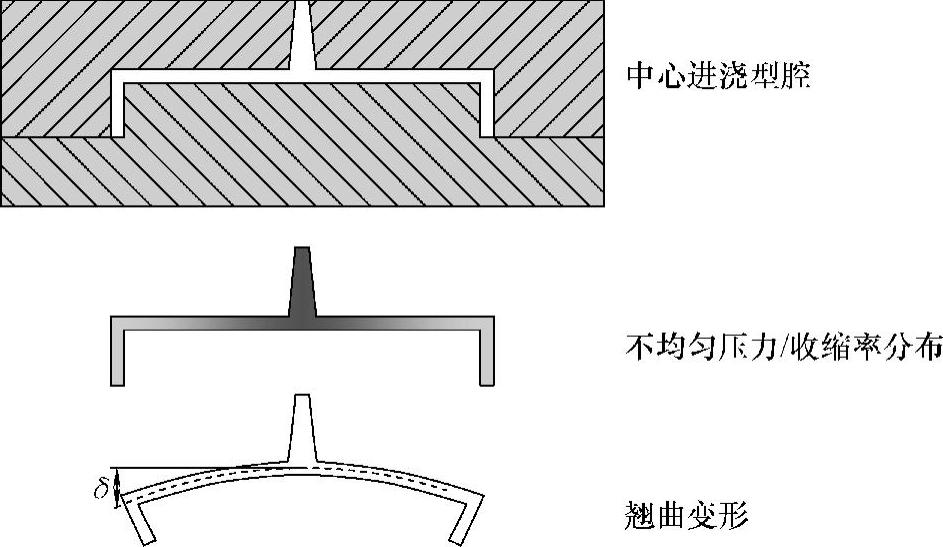
图10.15 贯穿面积的不同收缩引起的翘曲
当注射制品由一单独的封闭面组成,注射制品中的材料相互连接影响时,任何贯穿制品的不一致的收缩和应力都会导致制品的面扭曲。这种翘曲即制品的面弯曲,在以下条件时会发生[1]:

式中,h是注射制品壁厚;scenter和sedge分别是制品中心和边缘的收缩率;W是注射制品从中心至边缘的距离。
如果注射制品弯曲,那么翘曲可保守地估算为

例:假设杯盖中心进浇,材料为ABS,制品中心保压压力为66MPa,外缘为0MPa,分析其翘曲情况。
为预估翘曲,首先需要计算收缩率,检验屈曲准则。给定保压压力为66MPa,温度132℃,中心线性收缩率为0.31%。在边缘,压力为0MPa,温度为132℃,线性收缩率为1.66%。给定杯壁厚为2mm,直径为81mm,屈曲准则定义为

0.0135>0.0011
此准则说明杯盖中心部分会收缩。估算翘曲为

在实际成型中,杯盖很可能不会翘曲,且翘曲程度不可能这么大。原因是分析翘曲的假设为杯盖边缘压力为0MPa,且不会完全保压。因此,所预测的边缘周围的材料收缩比实际中的要大。
正如之前所分析的,翘曲是由于贯穿注射制品壁厚的温度梯度、贯穿注射制品面的压力梯度或贯穿注射制品面的温度梯度引起的不均匀收缩产生的。这些只是翘曲产生的最普遍原因,可进行最简单的可能性分析。但是,还有一些其他的原因,包括取向和残留应力的不均匀收缩等。有兴趣的读者可参考文献[32-39]进行进一步的了解。合理准确的翘曲预测也可通过之前所讨论的计算机模拟获得。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。