



上述例子说明推杆的有效设置不是简单地与尺寸呈函数关系,也与其位置有关。通常,推杆位于推出力产生的位置附近会更有效。而且,如果推杆所推的面是注射制品的硬面会更有效。当推杆不均匀地分布于型腔中时,这种布局设计是无效的。在图11.10所示的排布设计方法中,推杆远离筋板和注射制品壁边。注射制品会因收缩而附着在型芯上,推出力通过注射制品与筋板及边壁的型芯之间的摩擦力引起。如果在远离这两个粘着点的位置设置推杆,则在注射制品脱离型芯时就会有显著的变形。
可以通过在筋板和边壁附近增加推杆来改进设计,如图11.11所示。在这种情况下,增加了三根额外的推杆以提供接近注射制品的推出力。为避免由推杆孔引起的型芯镶件的过应力,在型腔表面和推杆孔表面之间,需要至少有一个推杆的容许直径。但是,这种推杆的排布会导致潜在的冷却问题,因为在型芯中筋板和边壁之间可能没有设置冷却通道的足够空间。因此,推杆直径可以适当减小以设置冷却通道。
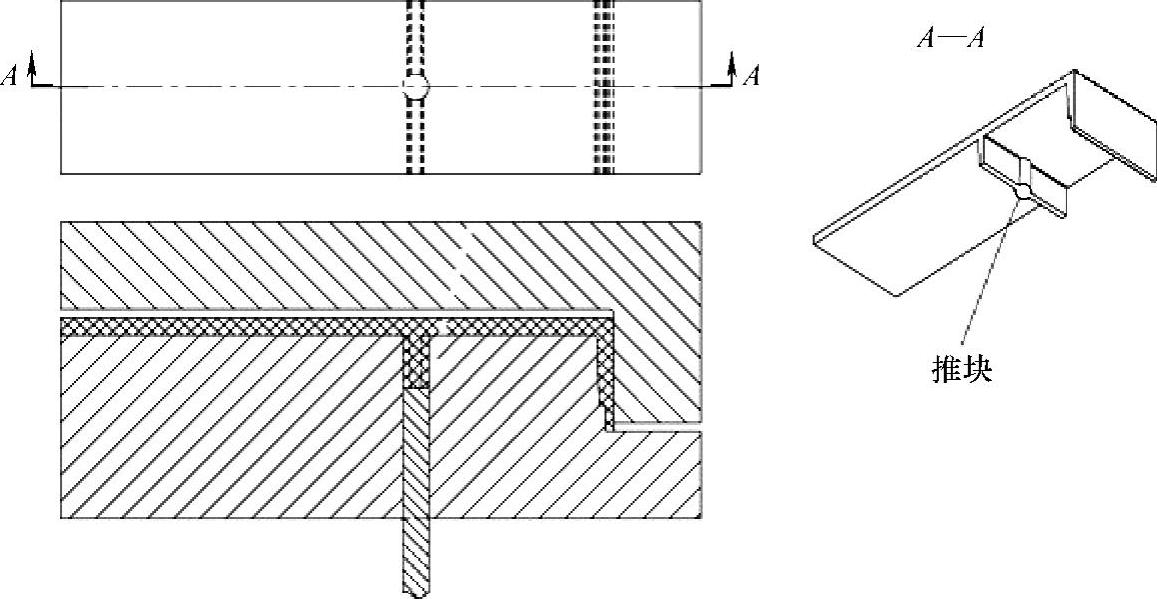
另一种可选排布是在筋板或边壁下边设置推杆,如图11.12所示。这种设计直接的好处是摩擦力和推出力同线,因此注射制品几乎不会有变形。问题是筋板和边壁相对于更大的推杆直径比较窄。为避免推杆过小在工作时弯曲,可在筋板上设置凸台或推块。当驱动推杆前移时,力由推块传递到筋板以及零件的周围区域。因为推杆直接推动推块,不需要牵引角,所以推块可以设计为最大尺寸。
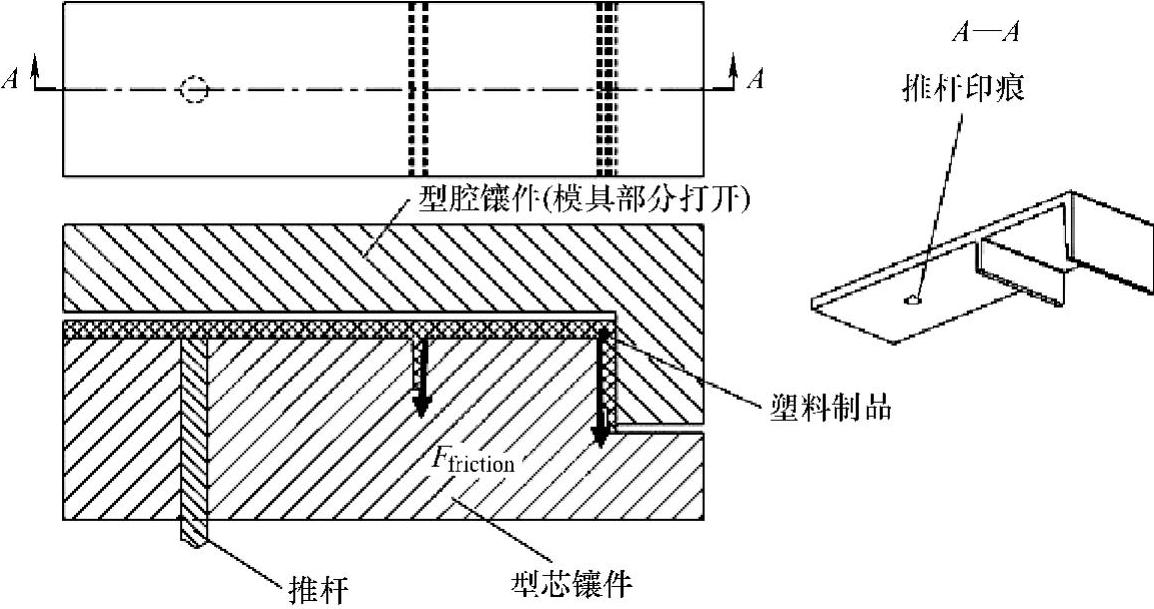
图11.10 远离型芯边的推杆位置
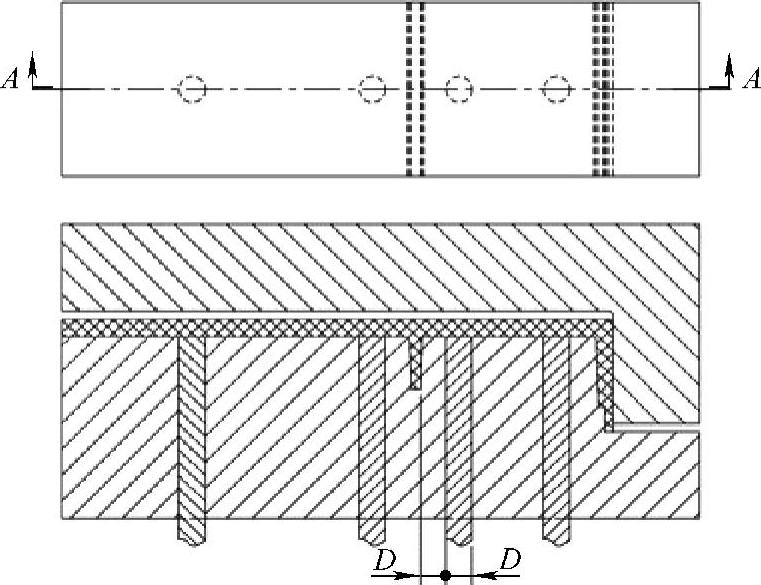
图11.11 型芯边壁附近的推杆位置
 (https://www.xing528.com)
(https://www.xing528.com)
图11.12 位于带有推块的筋板下的推杆
但是,使用推块时要注意,高的体积收缩率会导致制品表面的缩痕。在型芯外设置推管(稍后有介绍)会得到更好的推出质量,但相应的制造成本也会更高。
通过使用如图11.13所示的阶梯状推杆可以减少对推块的需求。在这种情况下,推杆一边与筋板和壁面匹配,利用阶梯部分推动制品顶面。推杆沿特征边延伸至注射制品的一端面,以推出制品。与之前的设计相比,此排布允许有效的推出力传递和足够的空间设置推杆,而不会改变注射制品设计。
最后一种方法需要仔细地设计推杆和相对制品的推杆定位。在使用阶梯状推杆时可能出现一个问题,即如图11.13所示,推杆可能会延伸至型腔中制品的外边线以外。而且,如果推杆太短,在推杆顶端和型腔镶件的反面之间会形成间隙。如果间隙比排气间隙要大,那么会出现飞边。同时,如果推杆太长,那么推杆会被压进模具合模处。随着推出循环反复,推杆会因疲劳而弯曲。假设由于模具装配公差的影响,推杆所需的长度难以准确确定,模具设计者会希望使用所谓的“保险柜”方法进行多长度调整。可代替的是,模具设计者可以选择将推杆设置在型腔中和采用如图11.13所示的阶梯状推杆。那么,阶梯状推杆的轻微误差只会体现在制品的不可见表面上,而不会影响产品的表观质量。
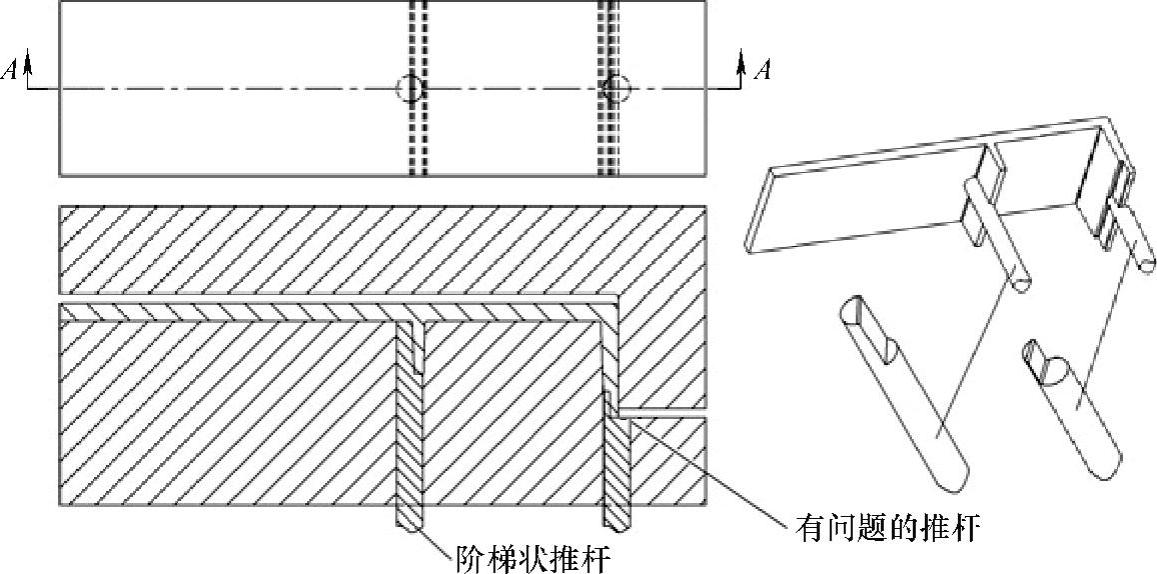
图11.13 位于边壁处的推杆
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。