



激光表面合金化又称激光化学热处理,它是利用高能激光束加热并熔化基体表层与添加元素,使其混合后迅速凝固,从而形成以原基材为基的新的表面合金层。激光表面合金化具有许多独特的优点:①能进行非接触式的局部处理,易于实现不规则的零件加工;②区域加热,能量利用率高;③合金体系范围宽,便于实现多种、多量的合金搭配;④能准确控制各工艺参数,实现合金化层深度可控;⑤热影响区小,工件变形小。
1.激光表面合金化工艺
激光表面合金化性能除与不同的合金体系有关外,还与激光器的类型、输出功率、光斑尺寸、扫描速度等因素有关。激光表面合金化时,能量密度一般为104~108W/cm2,作用时间为0.1~10s,熔池深度可达0.5~2.0mm,相应的凝固速度达20m/s。
激光表面合金化的工艺方式可分为三种:
(1)预置法 先将合金化材料预涂覆于需强化部位,然后进行激光扫描熔化,实现合金化。预涂覆可采用热喷涂、气相沉积、粘接、电镀等工艺。实际应用较多的是粘接法,该方法简单,便于操作,且不受合金成分限制。
(2)硬质粒子喷射法 采用惰性气体将合金化细粉直接喷射至激光扫描所形成的熔池,凝固后硬质相镶嵌在基材中,形成合金化层。
(3)激光气相合金化 将能与基材金属反应形成强化相的气体(如氮气、渗碳气氛等)注入金属熔池中,并与基材元素反应,形成化合物合金层。例如,Ti及Ti合金进行激光气体合金化,可形成TiN、TiC或Ti(C,N)化合物。
图5-39所示为激光合金化工艺参数对中碳低合金钢激光铬合金化熔池的影响。表5-18给出了工具材料激光表面合金化结果。

图5-39 激光合金化工艺参数对中碳低合金钢激光铬合金化熔池的影响
a)对熔池深度的影响 b)对熔池宽度的影响
功率密度(W/cm2)分别为:○—1.43×105
○|—2.64×105 ●—5.94×105
⊙—6.79×105 ×—7.32×105(https://www.xing528.com)
表5-18 工具材料激光表面合金化结果
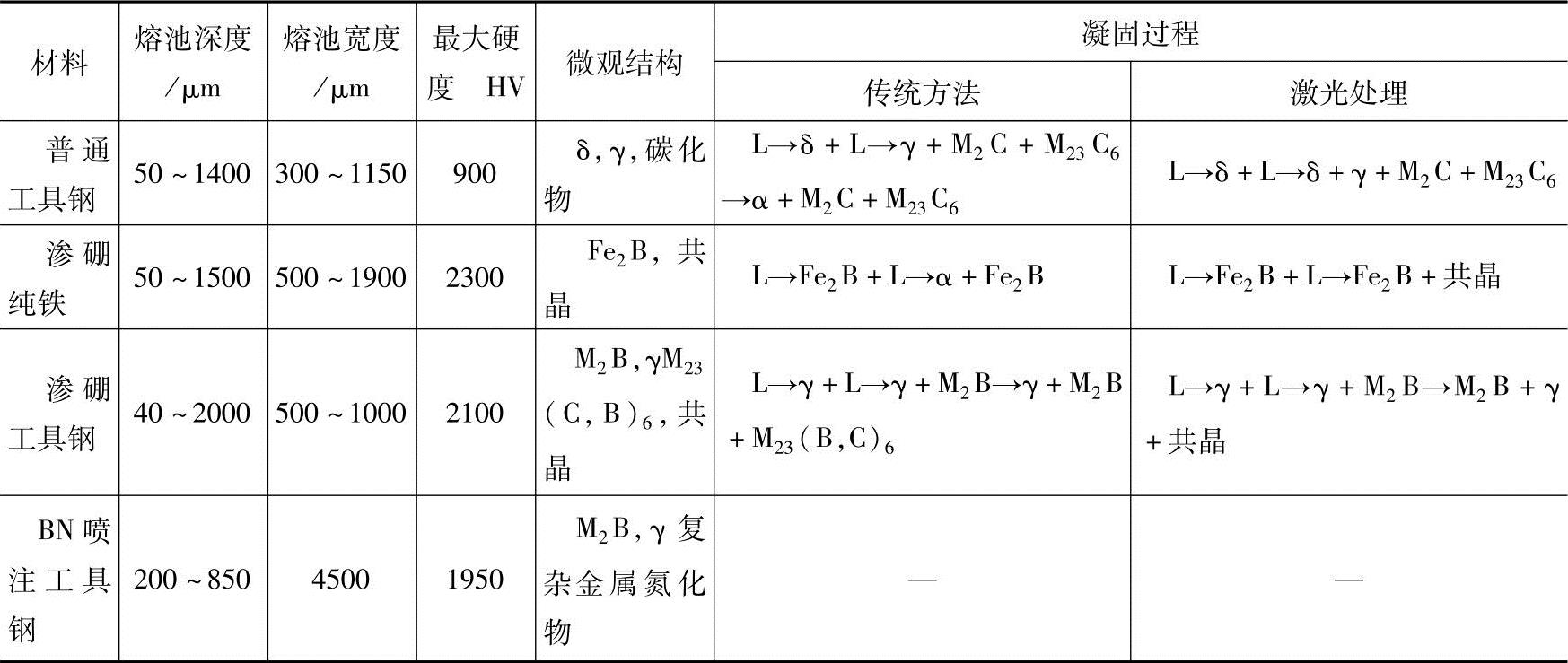
2.激光表面合金化组织与性能
激光表面合金化层的组织特征与激光表面熔凝相似,但凝固区内各元素的含量、相结构及组织结构的类型和相对量,则是由基体材料和合金化材料共同决定的。合金化层中的成分和组织结构,直接影响激光表面合金化的性能。
激光表面合金化的性能是通过不同的添加元素与基体反应形成合金化层而实现的,因此,不同的合金体系将带来不同的性能,见表5-19。基体材料经过激光表面合金化处理,可大幅度提高材料的表面性能,这种性能主要体现在耐磨性和耐蚀性两个方面。
表5-19 激光表面合金化
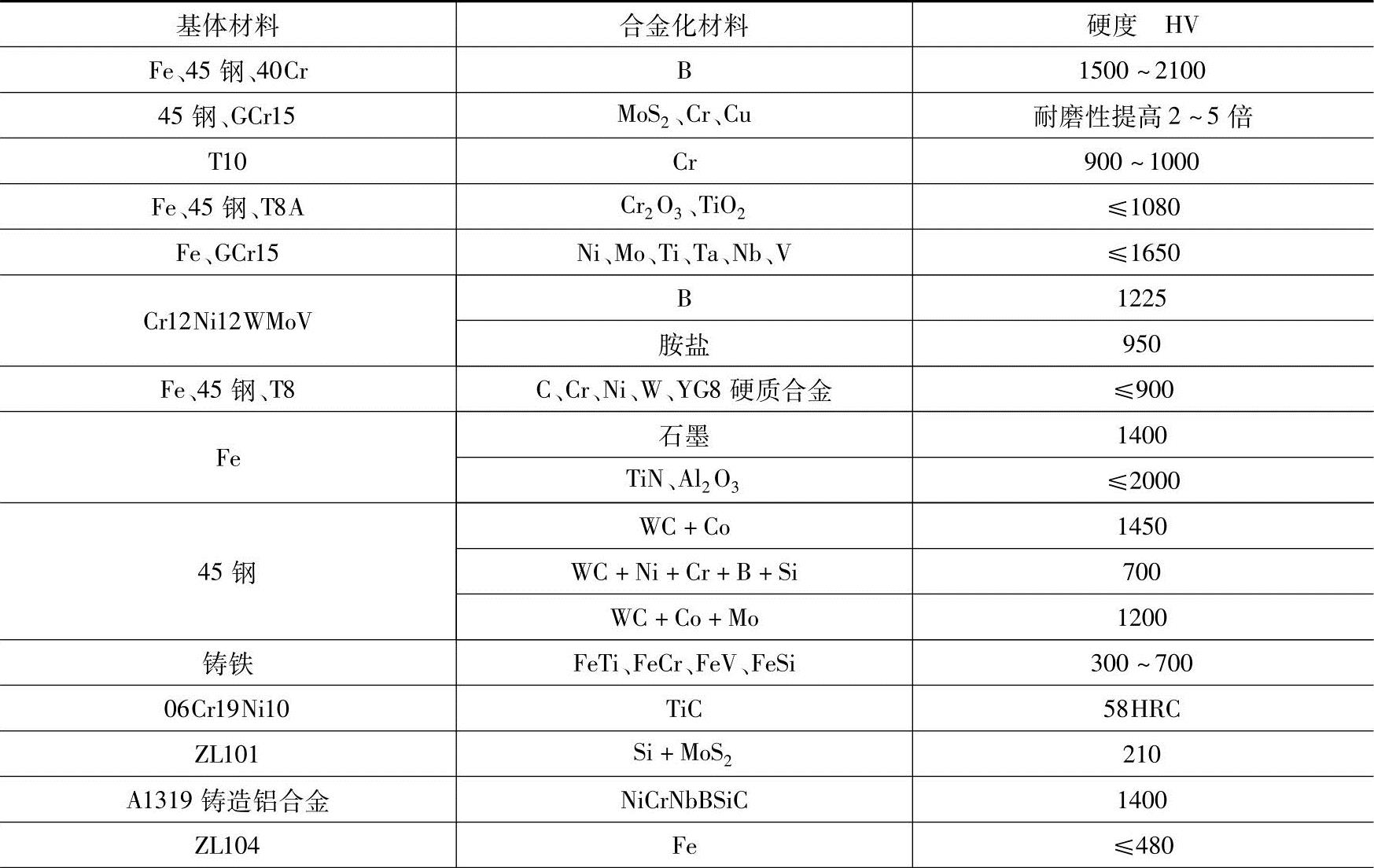
(续)

(1)耐磨性 低碳钢中加入SiC激光合金化,随着硅含量增加,硬度也随之提高,可达1200HV。20钢中加入镍基合金粉末激光表面合金化,硬度虽然不及CrWMn钢淬火,但耐磨性提高2.4倍;而在加入镍基粉末的同时加入WC,耐磨性可提高5倍以上。对Al-Si合金,采用镍基粉末合金化,生成Al3Ni硬化相,硬度达300HV,而加入碳化物粒子,耐磨性可提高1倍。Ti-6Al-4V合金加入硅粉进行激光表面合金化,生成Ti5Si3/Ti耐磨复合材料涂层,硬度达800HV以上,大幅度提高耐磨性;对离子渗氮的Ti-6Al-4V材料激光表面合金化,硬度从1050HV提高到1200HV。
(2)耐蚀性 表5-20列出了激光表面合金化对材料耐蚀性的影响。
表5-20 激光表面合金化对材料耐蚀性的影响

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。