



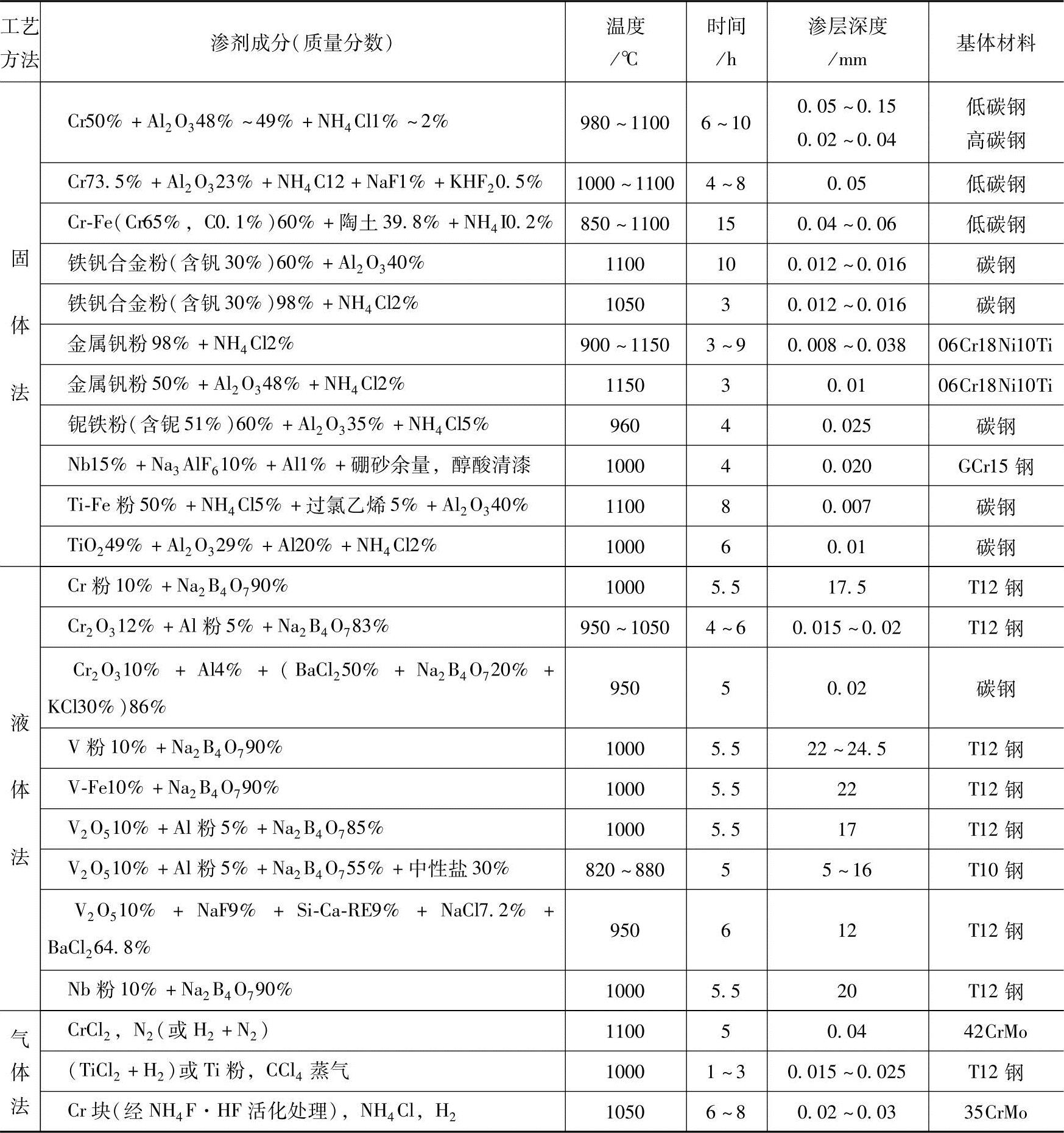
渗金属的方法有很多,用固体法、液体法、气体法、离子法等都能进行。气体法在俄罗斯等国家应用较多,而我国目前常用的是液体法和固体法。离子法由于开发时间较短,在生产上应用较少。表8-37是各种工艺方法常用的渗剂成分和工艺参数。用固体法、液体法渗金属获得的渗层表面粗糙度与处理前相差不大。由于渗层深度一般只有5~15μm,所以需处理的工件在处理前必须加工到要求的表面粗糙度。与PVD和CVD方法相比,固体法、液体法渗金属具有设备简单、操作方便、成本低等特点。
表8-37 各种工艺方法常用的渗剂成分和工艺参数
1.固体法
固体渗金属可通过固体渗剂中欲渗金属原子与被渗金属相互作用而进行,或者通过渗剂中反应还原出的金属原子在工件表面吸附、扩散而渗入工件表面。前者渗剂主要由金属粉末或金属合金粉末、活化剂等组成,渗剂稳定性高,成本也高;后者由金属的化合物、还原剂、活化剂等组成,成本较低。固体渗金属由于可以不考虑坩埚、马弗罐等设备使用寿命,渗金属温度可以在1000℃以上进行,这将极大提高渗金属的速度和渗层深度。固体法渗剂可用金属粉末作为供渗剂,使得渗剂中金属原子浓度提高,也提高渗金属的速度和向内扩散的力量,所以用固体法容易获得较深的渗层。固体法又分为粉末法、粒状法、膏剂法等。
最早的粉末渗金属专利方法是D.A.L法。D.A.L法是将工件埋入装有纯金属粉末或金属合金粉末、卤化铵(如碘化铵)、三氧化二铝或二氧化硅的密封容器中,在高温下进行渗金属。在D.A.L法中,纯金属粉末或金属合金粉末是供渗剂,在高温下提供活性金属原子;卤化铵(如碘化铵)是催渗剂,其作用是活化工件表面和保持共渗剂活性;三氧化二铝或二氧化硅是填充剂,主要作用是保持渗剂的松散性。D.A.L法的工作原理是纯金属粉末或金属合金粉末在高温下与卤化铵(如碘化铵)反应产生金属卤化物,金属卤化物与工件接触,在工件表面还原出活性金属原子,活性金属原子吸附在工件表面,在高温下不断渗入工件内部,形成渗金属层。D.A.L法中应用较多的是粉末渗铬。
2.液体法
液体渗金属的工艺特点是渗金属在熔融盐浴中进行。根据工艺方法中是否有外加电极,液体渗金属分为熔盐法(非电解法)和电解法两种。
(1)熔盐法 熔盐渗金属是通过悬浮在熔盐中的欲渗金属原子与被渗金属相互作用形成渗层(熔盐主要由金属或金属合金粉末、活化剂、熔盐等组成),或者渗剂中反应还原出的金属原子在工件表面吸附、扩散渗入工件表面(熔盐主要由金属的化合物、还原剂、活化剂、熔盐等组成)。由于加热保温时,热运动造成熔盐不断地对流,使得工件各处表面都能保持有一定量的活性金属原子,所以熔盐渗金属具有均匀性较好和渗金属速度较高的优点。熔盐渗金属一般在坩埚加热炉中进行,这就限制了加热温度的提高,一般加热保温不大于980℃。熔盐法渗金属可根据基盐的组成,分为硼砂熔盐渗金属和中性盐渗金属等。(https://www.xing528.com)
1)硼砂熔盐渗金属。硼砂熔盐渗金属是在高温下将钢铁材料放入硼砂熔盐浴中保温一定时间后,可在材料表面形成几微米到数十微米的金属碳化物层的工艺技术。因其由日本丰田中央研究所率先开发,俗称T.D.法。T.D.法主要成分是硼砂和能产生欲渗金属元素的物质,即硼砂和金属或金属合金粉末(其中金属是与氧亲和力小于硼的物质,如铬、钒、铌等)。由于金属或金属合金粉末密度较大,易产生沉淀,造成熔盐上下成分不一,使工件上下部位的渗层深度不一致,影响使用性能,所以这种熔盐在处理工件前必须充分搅拌均匀。硼砂、金属化合物和还原剂(必须是与氧亲和力大于硼的物质,如铝粉等)组成的渗金属熔盐,由于渗剂各成分的密度相差都不大,在工作中熔盐的上下成分基本一样,这种熔盐处理的工件的渗层较均匀。T.D.法的优点是熔融硼砂能溶解金属氧化物,可使工件表面清洁和活化,有利于金属原子的吸收和扩散;硼砂熔盐的密度和黏度大,金属渗剂容易悬浮,是盐浴渗金属的最好载体,该法能使工件获得比其他熔盐渗金属更均匀的覆层。最大缺点是黏附在工件表面的残盐较难清洗。
2)中性盐渗金属。中性盐渗金属是在中性盐浴中加入由金属、金属合金粉末或者金属化合物和还原剂组成的渗剂,从而进行渗金属的工艺技术。中性盐渗金属的盐浴流动性好,工件的粘盐少,工件上的残盐较易清洗,但渗剂容易沉淀,造成位于盐浴上下的工件的渗层不均匀。为了改善这种状况,在中性盐中加入一定量的硼砂,并用金属化合物和还原剂组成渗剂。硼砂的加入提高了盐浴的密度和黏度,从而提高了盐浴承载渗剂的能力;降低了盐浴的氧含量,延缓了渗剂老化时间。金属化合物和还原剂组成的渗剂,降低了渗剂密度,提高了渗剂在盐浴中的均匀性。由中性盐、硼砂、金属化合物和还原剂组成的渗金属盐浴,具有良好的工艺性能和渗金属效果。
(2)电解法 电解渗金属是将欲渗金属放在电解质熔盐中,通过电场作用产生欲渗金属离子,使之与工件接触并扩散进入基体。其方法之一是用硼砂熔盐作为电解质熔盐,用欲渗金属作为阳极并通电(电流密度为0.1~1.0A/cm2),使金属溶入熔盐中,再渗入工件。这种方法在我国研究和生产应用都不多。
3.气体法
气体渗金属是指利用金属的卤化物气体同氢气的还原反应,或与工件材料间的置换反应,在工件表面上析出活性金属原子而进行渗金属的方法。
金属卤化物气体的获得方法主要有两种:一种是将卤化物气体与加热到高温的金属块反应获得;另一种是将金属卤化物盐加热到高温产生卤化物气体。
气体渗金属周期短,速度快,劳动强度小,便于自动控制工艺参数,适合于大批量生产。由于气体渗金属使用氢气,并有易爆炸、有毒、有腐蚀的卤化氢等卤化物气体的产生,在使用时需要特殊设备,操作必须规范,注意安全。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。