



1.涂装的目的与意义
由于腐蚀环境的存在,材料遭到腐蚀介质与环境的影响而产生破坏,即为材料的腐蚀。据报道,世界钢材和设备腐蚀造成的损失占钢铁年产量的1/4,为了防止材料的腐蚀,通常采用各种防护的方法与手段,如表面覆盖层保护(有机或无机涂层)、电镀、防锈材料(气相或液相)、电化学保护等保护方式,其中,涂料涂装占防护方法的60%以上。
涂装是将涂料等材料采用某种施工工艺涂覆在工件表面,通过常温或加温后干燥固化,在工件表面形成一层粘附牢固、坚韧连续的固态薄膜,达到工件表面防护装饰的目的。1962年Maitland和Mayne根据涂层钢板的电化学性质的研究,提出了涂层极化电阻控制论,并结合菲克(Fick)扩散定律,提出了涂层寿命公式:
式中,L为涂层的寿命;δ为涂层的厚度;D为涂层的离子扩散系数;Φ为常数;ps为涂层的附着力;σn为施加在涂层下钢表面的压力。
由以上公式分析可知,涂层寿命主要取决于金属表面涂层厚度、附着力和涂层的离子扩散系数等影响因素。
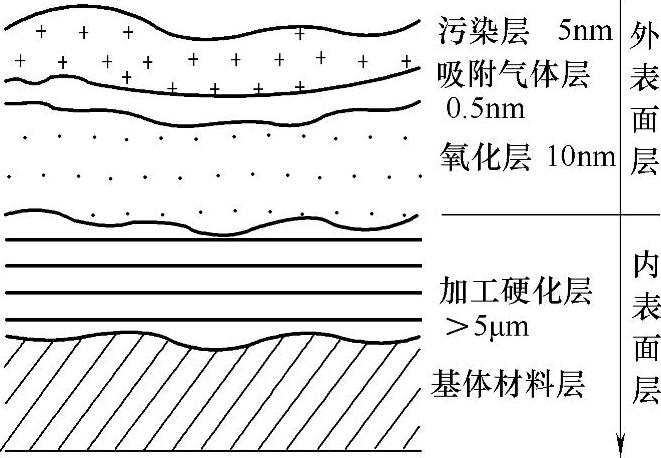
图1-21 金属实际表面结构示意图
2.涂装工程技术的四要素
由于洁净的金属表面通常是在特定的环境介质和加工条件下获得的,往往很难制备,通常金属的实际表面如图1-21所示。
早在1936年,西迈尔兹把实际表面分为两部分:
①内表面,包括基体材料层和加工硬化层等。(https://www.xing528.com)
②外表面,包括吸附气体层和氧化层等。
对于给定条件的表面,其实际组成及各层的厚度与表面制备过程、环境介质及材料本身的性质有关。而且,实际表面的结构及性质在其生产加工中变得尤为复杂。
根据涂装质量技术要求,金属表面涂装前必须是清洁的表面,无油污、无锈蚀及与基体表面附着结合良好的转化膜。因此提出了涂装工程技术的四要素:涂装材料(基础)、涂装工艺(关键)、涂装装备(保证)、涂装管理(核心)。
标准HJ/T 293—2006《清洁生产标准O汽车制造业(涂装)》中规定,汽车涂装的污染物产生指标有废水、COD、总磷、有机废气(VOC)产生量,具体指标见表1-12。在涂装生产中,为达到节能减排的环保目的,从源头上对污染因子进行控制,可以从材料、工艺、装备和管理这四要素入手解决,用新型环保材料或工艺技术替换与控制源头;改进设备,确保新工艺的实施,保证产品质量;加强运行和维护等日常管理工作,严格控制工艺,节约消耗与成本,促进效益,这对全面提升涂装行业的清洁生产和可持续发展将有极大的推进作用。
表1-12 汽车制造业涂装清洁生产的污染物产生指标

根据节能环保的清洁生产要求,提出以下建议:
①金属件涂装前处理纳米级转化膜技术,取代磷化/六价铬化工艺。
②纳米镜面喷镀技术替代装饰性电镀。
③纳米氧化钛光催化降解有机废气技术,成为一项新兴产业,构成了节能环保的纳米涂装工程技术。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。