



1)工艺孔按功能可分为流液孔、排气孔、防电磁屏蔽孔,所有工艺孔兼具防电磁屏蔽的功能,而部分防电磁屏蔽孔又承担排气孔的功能。在确保骨架强度的前提下,型钢件需设置足够多的工艺孔。工艺孔的设置合理与否是确保进入腔/盒式结构内的液体能否及时流出(在1min内型钢内腔的液体应能完全流出),不产生串槽,确保电泳槽液稳定性,同时提高电泳漆泳透力,满足内腔涂膜性能的关键因素。
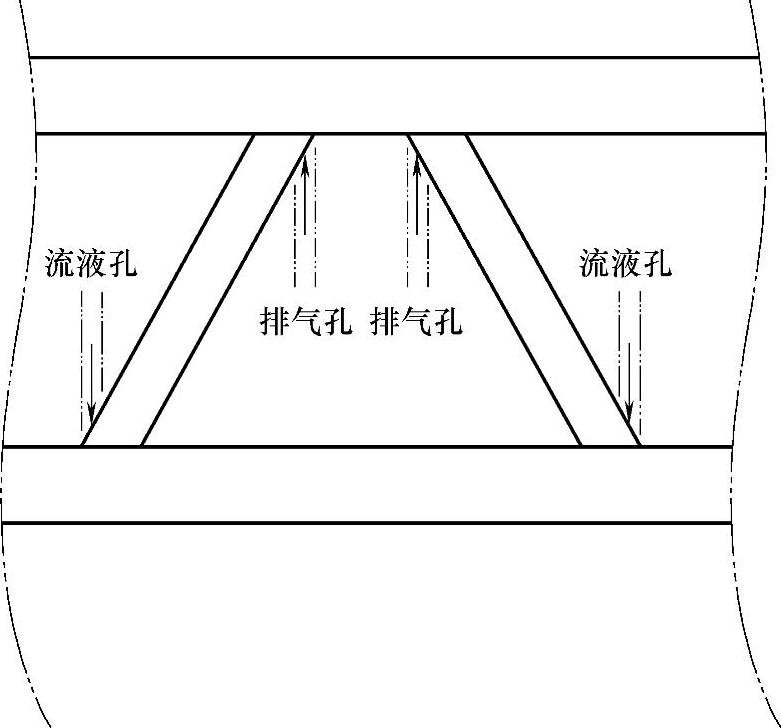
2)整车横梁或纵梁工艺孔必须设置于型钢的上下表面,如图3-3所示,兼流液、排气、防电磁屏蔽等功能于一体,型钢底部如存在装有封板的结构需将部分工艺孔上下打通,以防存液,如轮罩上封板结构;立梁工艺孔为避开被蒙皮或钣金件所覆盖,一般开口朝向设置于与电极布置呈平行的方向,即型钢的侧面,如图3-4、图3-5所示,但对于并焊相连接的型钢立柱其开口方向需置于组合立柱的外侧或朝向车内,以防被堵塞,如图3-6所示;斜头立梁由于需考虑受力强度等因素,端部工艺孔需设置于斜梁与平梁成钝角的一侧,图3-7所示,由于单体型钢制件在加工过程中不便于识别在整车中的焊接状态,工艺孔的布置与分布需在设计图样中进行明确标识,防止出现工艺孔漏打、错打及被堵现象。
3)型钢端部中心位置全部设置为半圆形长槽冲孔,尺寸及形状如图3-8所示,且由于端部应力比较集中,均单面设孔,非贯通式,设置的原则为确保液体能够及时完全流出,且不被蒙皮或其他钣金件所覆盖,同时焊接时应避开工艺孔周边,以防堵塞。
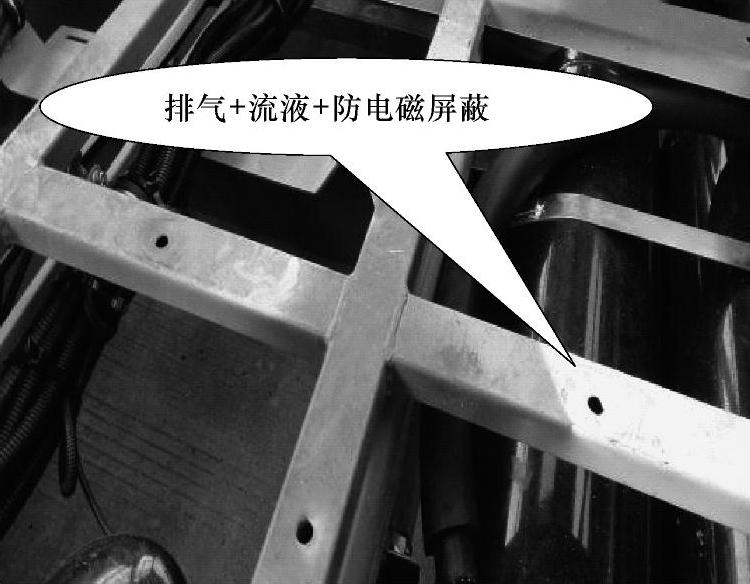
图3-3 底架横梁工艺孔布置O
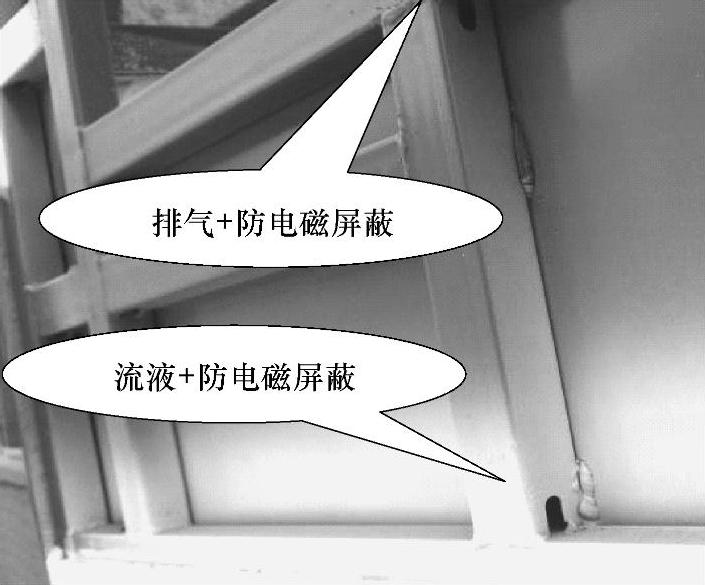
图3-4 立梁型钢工艺孔布置

图3-5 底架斜立梁工艺孔布置(宇通)

图3-6 双立柱工艺孔布置(金旅)
 (https://www.xing528.com)
(https://www.xing528.com)
图3-7 斜立梁型钢端部工艺孔的布置
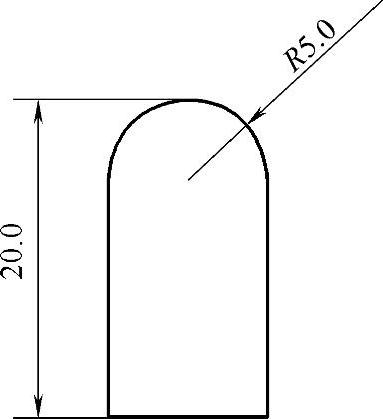
图3-8 型钢端部工艺孔形状及尺寸
4)防电磁屏蔽孔的设置。
①电泳漆微粒必须在具备临界电场强度的条件下,才能真正实现“泳移”上膜,然而客车车身所广泛采用的骨架型钢相当于封闭的金属导体,对电场有一定的静电屏蔽作用,限制了电泳漆对型钢内壁的附着效果。为确保型钢内腔的漆膜性能(泳透力、膜厚),必须设置足够的防电磁屏蔽孔,以增强电泳漆的上膜效果。
②防电磁屏蔽孔一般为居于型钢表面中心位置直径为10mm的圆形冲孔,双面贯通式,如图3-9所示。为确保型钢空腔内的电场强度,前后围及两侧骨架位置的单根型钢工艺孔间距不大于500mm,如端部工艺孔间距大于500mm,需依据施工方便性增设防电磁屏蔽孔;底架与顶骨架型钢由于距槽体电极较远,电场强度较弱,同时底架部位涂层防腐性能要求较高,工艺孔间距相对较密集,在确保间距不大于500mm的前提下,单根型钢在长度方向的中间位置需至少设1个防电磁屏蔽孔。底架工艺孔布置如图3-10所示。

图3-9 防电磁屏蔽孔

图3-10 底架工艺孔布置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。