



1.高能束焊接
高能束流由单一的光子、电子和离子或两种以上的粒子组合而成,目前用在焊接领域的高能束流主要是激光束、电子束和等离子弧。高能束焊接的功率密度达到105 W/cm2以上。属于高能束的焊接热源有等离子弧、电子束、激光束、复合热源(激光束+电弧)等。当前高能束焊接被关注的主要领域是:高能束设备的大型化(如功率大型化及可加工零件的大型化)、设备的智能化以及加工的柔性化、高能束品质的提高、高能束的复合及相互作用、新材料焊接及应用领域的扩展等。
高能束加工技术被誉为“21世纪最有希望的加工技术”,被认为“将为材料加工和制造技术带来革命性变化”,是当前发展最快、研究最多的技术领域。高能束焊接越来越引起更多国内外相关人士(如物理、材料、计算机等领域)的关注。国内在高能束设备制造水平上与国外有一定差距,但在高能束工艺研究水平上较为接近,有自己的特色。
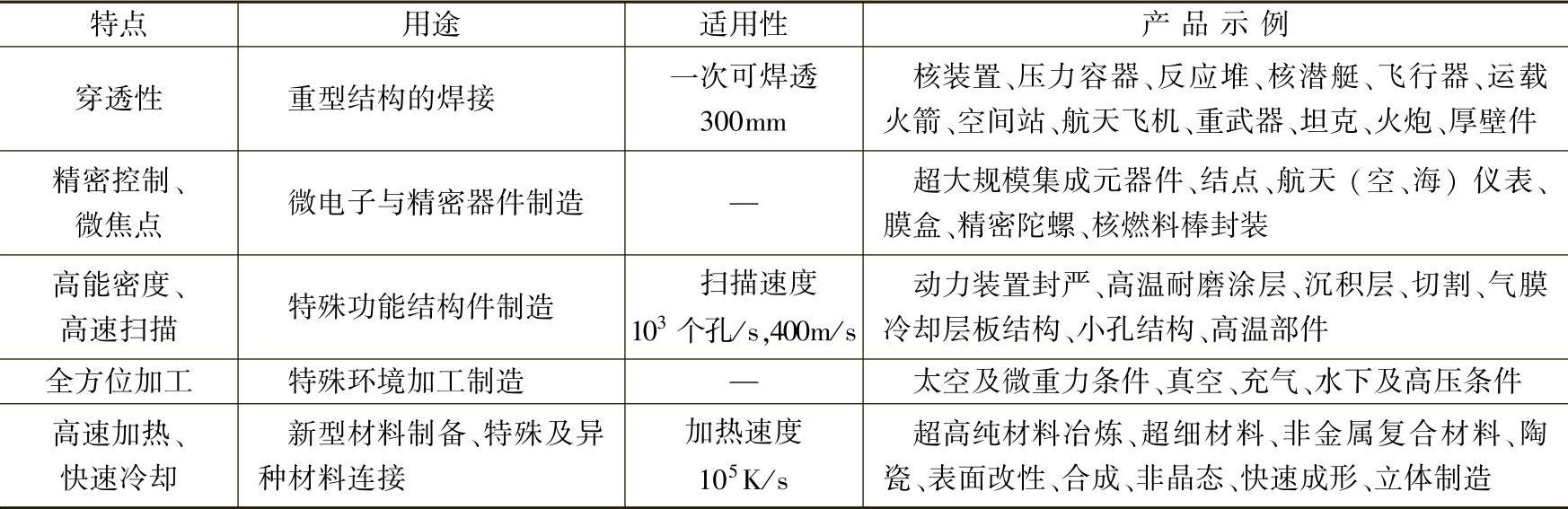
高能束焊接技术的特点是焊接时产生“小孔效应”(见图1-1),焊接熔深比热传导焊接方法显著提高。高能束加工技术在高技术及国防科技的发展中起着无可替代的作用。表1-1是高能束加工技术的特点及其应用领域。
由于有上述优势,高能束焊接技术可以焊接难熔合和难焊接的材料,并且具有较高的生产率。在核工业、航空航天、汽车等工业部门得到广泛的应用。并且,随着高能束焊接技术的不断推广,也被越来越多的工业部门所选用。
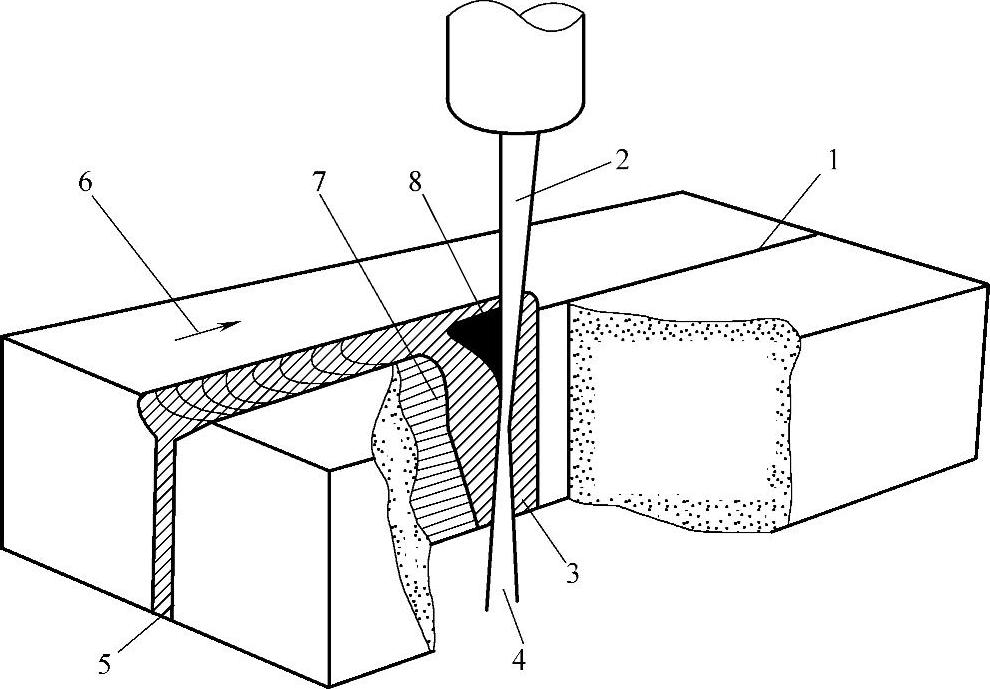
图1-1 高能束焊接过程的“小孔效应”
1—紧密对接线 2—高能束流 3—熔融金属 4—穿过小孔的能量 5—全熔透的焊缝 6—焊接方向 7—凝固的焊缝 8—液态金属
高能束焊接设备向大型化发展有两层含义:一是设备的功率增大;二是采用该设备焊接的零件大型化。由于高能束焊接设备一次性投资大,特别是激光焊和电子束焊设备,因此增大功率,提高熔深和焊接过程的稳定性,可以相对降低焊接成本,这样高能束焊接设备才能为工业界所接受。大型焊接设备建立之后,高能束焊接的成本可以进一步降低,有利于在军用、民用各个工业领域中扩大应用。
高能束焊接的优势很明显,但目前高能束焊接的成本仍较高。因此以激光为核心的复合焊接技术受到人们的关注。事实上,激光-电弧复合焊接技术在20世纪70年代就已经提出,然而稳定的加工应用直至近几年才出现,这主要得益于激光技术以及电弧焊设备的发展,尤其是激光功率和电弧控制技术的提高。
表1-1高能束加工技术的特点及应用领域
激光-电弧复合焊接主要是采用激光与钨极氩弧、等离子弧以及活性电弧的复合。通过激光与电弧的相互作用,可克服每一种焊接方法自身的不足,进而产生良好的复合效应。激光-电弧复合焊接对焊接效率的提高十分显著,这主要基于两种效应:一是较高的能量密度导致了较高的焊接速度,工件热损失减小;二是两种热源相互作用的叠加效应。焊接钢时,激光等离子体使电弧更稳定;同时电弧也进入熔池小孔,减小了能量的损失。
激光-钨极氩弧的复合焊接可显著增加焊接速度,约为钨极氩弧焊(TIGW)时的2倍。钨极烧损也大大减小,钨极寿命增加;坡口夹角也可显著减小,焊缝截面积与激光焊时相近。与激光单弧复合焊相比,激光双弧复合焊接的焊接热输入可减小25%,而焊接速度可增加约30%。
激光-电弧(或等离子弧)复合焊接的优点主要是提高了焊接速度和熔深。由于电弧加热,金属温度升高,降低了金属对激光的反射率,增加了对光能的吸收。这种方法在小功率CO2激光焊试验基础上,还在12kW的CO2激光焊以及光纤传输的2kW的YAG激光器上进行试验,并为机器人进行激光-电弧(或等离子弧)复合焊接打下了基础。(https://www.xing528.com)
近年来,通过激光-电弧复合而诞生的复合焊接技术获得了长足的发展,在航空、军工等部门复杂构件上的应用日益受到重视。目前,高能束流与不同电弧的复合焊接技术已成为高能束焊接领域发展的热点之一。
2.搅拌摩擦焊
搅拌摩擦焊(Friction Stir Welding)是20世纪90年代初由英国焊接研究所开发出的一种专利焊接技术,它可以焊接采用熔焊方法较难焊接的有色金属。搅拌摩擦焊具有连接工艺简单,焊接接头晶粒细小,疲劳性能、拉伸性能和弯曲性能良好,无需焊丝,无需使用保护气体,无弧光以及焊后残余应力和变形小等优点。
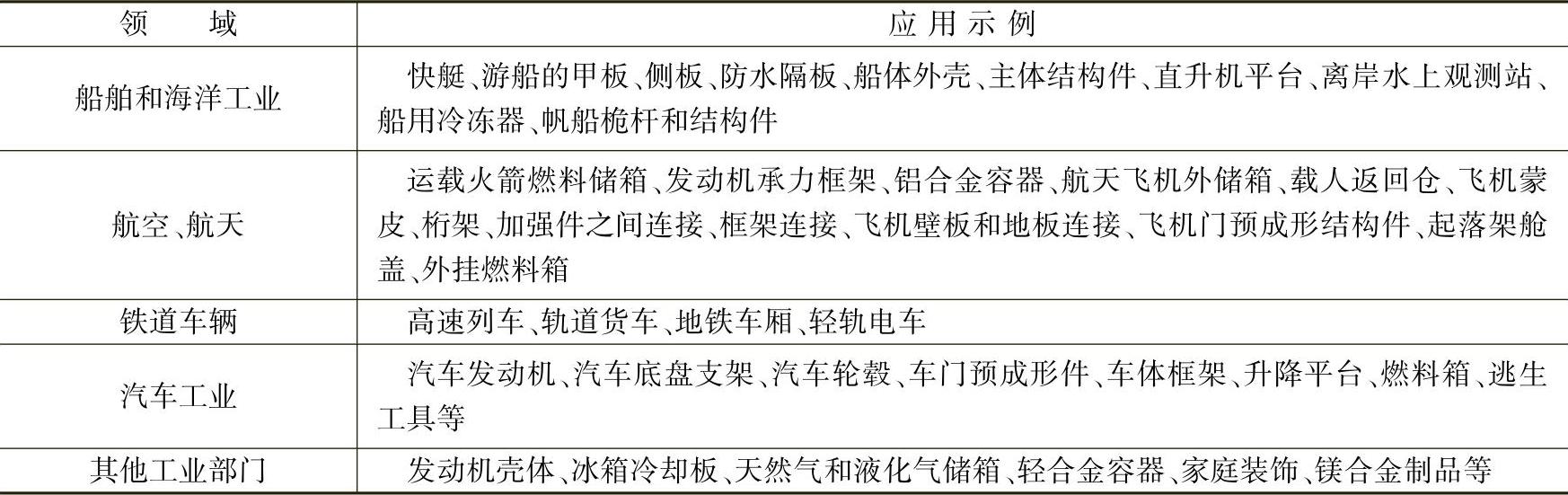
搅拌摩擦焊已在欧、美等发达国家的航空航天工业中应用,并已成功应用于在低温下工作的铝合金薄壁压力容器的焊接,完成了纵向焊缝的直线对接和环形焊缝沿圆周的对接。该技术已在新型运载工具的新结构设计中采用,在航空航天、交通和汽车制造等产业部门也得到应用。搅拌摩擦焊的主要应用示例见表1-2。
表1-2搅拌摩擦焊的主要应用示例
我国的搅拌摩擦焊工艺开发时间不长,但发展很快,在焊接铝及铝合金方面受到重视,在航空航天、交通运输工具的生产中有很好的前景,在异种材料的焊接中也初露头角。搅拌摩擦焊工艺将使铝合金等有色金属的连接技术发生重大变革。
3.真空扩散焊
先进材料的不断出现对连接技术提出了新的挑战,成为其发展的重要推动力。许多新材料,如耐热合金、高技术陶瓷、金属间化合物、复合材料等的连接,特别是异种材料之间的连接,采用通常的熔焊方法难以完成,扩散焊、超塑成形扩散连接等方法应运而生,解决了许多过去无法解决的硬性材料连接问题。
固相连接(Solid Phase Welding)是21世纪将有重大发展的连接技术。许多先进材料(如高技术陶瓷、金属间化合物、复合材料等)之间固相连接的优越性日益显现,真空扩散焊作为固相连接技术已成为焊接界关注的热点。陶瓷与金属能够采用扩散焊进行连接;过渡液相扩散焊技术的应用解决了某些用熔焊方法不易焊接的材料连接问题。超塑性成形扩散焊技术在飞机的钛合金蜂窝结构中得到了成功的应用。
固相连接可分为两大类。一类是温度低、压力大、时间短的连接方法,通过局部塑性变形促使工件表面紧密接触和氧化膜破裂,塑性变形是形成连接接头的主导因素,属于这类连接方法的有摩擦焊、爆炸焊、冷压焊和热压焊等,通常把这类连接方法称为压焊。另一类是温度高、压力小、时间相对较长的扩散连接方法,一般是在保护气氛或真空中进行,这种连接方法仅产生微量的塑性变形,界面扩散是形成接头的主导因素。属于这一类连接方法的主要是扩散连接,如真空扩散焊、过渡液相扩散焊、热等静压扩散焊、超塑性成形扩散焊等。
很多教科书把扩散连接方法归类到压焊范畴,但以扩散为主导因素的扩散连接和以塑性变形为主导的压焊在连接机理、方法和工艺上有很大区别。特别是近年来随着各种新型结构材料(如高技术陶瓷、金属间化合物、复合材料、非晶材料等)的迅猛发展,扩散连接的研究和应用受到各国研究者的关注,新的扩散连接工艺不断涌现,如过渡液相扩散焊、超塑性成形扩散焊等。再把扩散连接方法归类为压焊已不适宜,把以扩散为主导因素的扩散连接列为一种独立的连接方法逐渐成为人们的共识。
除了先进焊接方法和新工艺的不断出现外(以上列举的只是其中的几个特例),各种焊接方法的机械化、自动化水平在不断提高。电子技术、传感技术、计算机和控制技术的进步极大地推动了焊接技术的发展,使焊接自动化正在向智能化控制的方向发展。特别是焊接机器人的大量引入,突破了传统的焊接刚性自动化方式,开拓了焊接柔性自动化的新方式,使焊接技术有了更为广阔的发展空间。
焊接已成为现代制造业不可缺少的加工方法。而且,随着科学技术进步和社会经济的发展,焊接科学与工程的应用领域还将不断地被拓宽。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。