



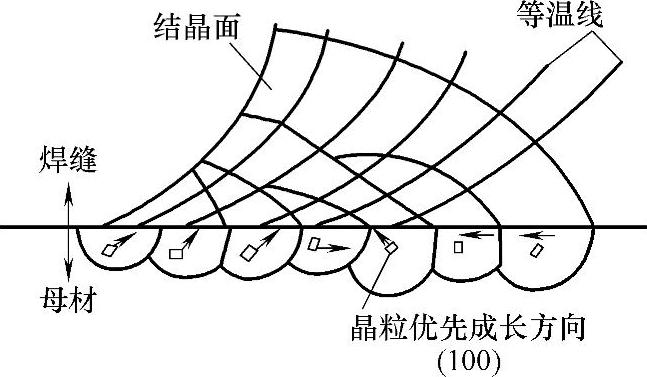
图5-5 焊缝中柱状晶体的选择长大
焊接实践证明,熔池的结晶方向和结晶速度对焊接质量有很大的影响,特别是对裂纹、气孔、夹杂等缺欠的形成影响更大。
焊接熔池的外形是半个椭球状的曲面,这个曲面就是结晶的等温面,熔池的散热方向是垂直于结晶等温面的。因此,晶粒的成长方向是垂直于结晶等温面的。由于结晶等温面是曲面,理论上认为,晶粒成长的主轴必然是弯曲的。这种理论上的推断已被大量的试验所证实,如图5-6所示,晶粒主轴的成长方向与结晶等温面正交,并且以弯曲的形状向焊缝中心成长。
试验证明,熔池在结晶过程中晶粒成长的方向与晶粒主轴成长的线速度及焊接速度等有密切的关系。
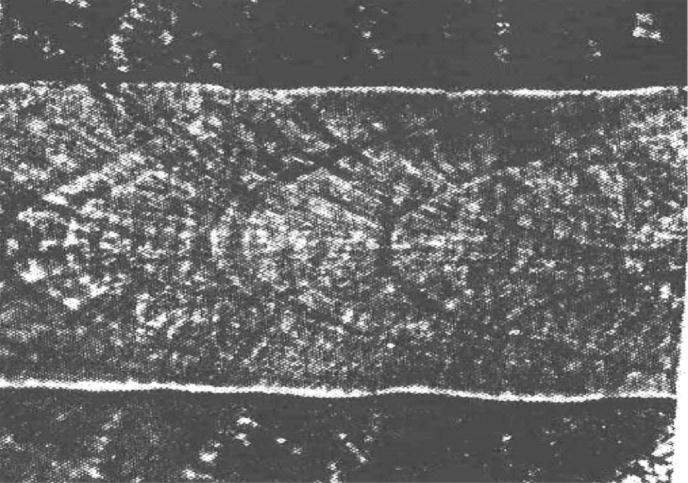
图5-6 弯曲状成长晶粒
晶粒成长线速度分析图如图5-7所示。任一个晶粒主轴,在任一点A的成长方向是过A点的法线(S—S线)。此方向与X轴之间的夹角为θ,如果结晶等温面在dt时间内,沿X轴移动了dx,此时结晶等温面从A移到B,同时晶粒主轴由A成长到C。当dx很小时,可把AC看做 ,同时还可以认为△ABC′是直角三角形,如令
,同时还可以认为△ABC′是直角三角形,如令 =ds,则
=ds,则
ds=dxcosθ两端除以dt,则
即vc=υcosθ(5-4)
式中vc——晶粒成长的平均线速度(cm/s);
v——焊接速度(cm/s);
θ——vc与v方向之间的夹角(°)。
由式(5-4)可见,在一定的焊接速度下,晶粒成长的平均线速度主要决定于cosθ值。而cosθ值又决定于焊接参数和被焊金属的热物理性能。利用焊接传热学理论可以推导出它们之间的数学关系。这种计算虽然是定性的,但仍能概要地说明熔池中结晶的规律。
为了深入了解角θ的影响因素,可将熔池的形状简化为半个椭球体(见图5-8),可以推导出以下方程式:
(1)厚大焊件的表面上快速堆焊时

式中A——常数,A=0.043217;
q——热源的有效功率(J/s);
v——焊接速度(cm/s);
α——热扩散率(cm2/s);(https://www.xing528.com)
λ——热导率[W/(cm·℃)]。 (见图5-8),OB为熔池椭球的短轴之半;
(见图5-8),OB为熔池椭球的短轴之半; ,OH为熔池椭球的熔深半轴。
,OH为熔池椭球的熔深半轴。
(2)薄板上自动焊时
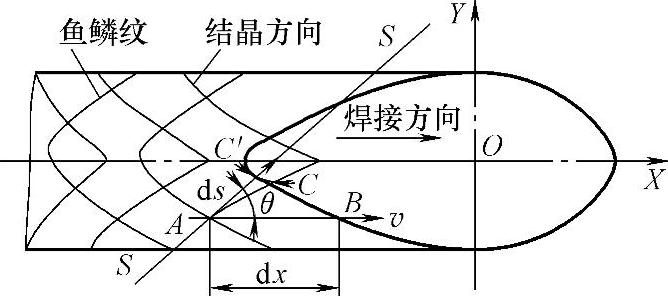
图5-7 晶粒成长线速度分析图
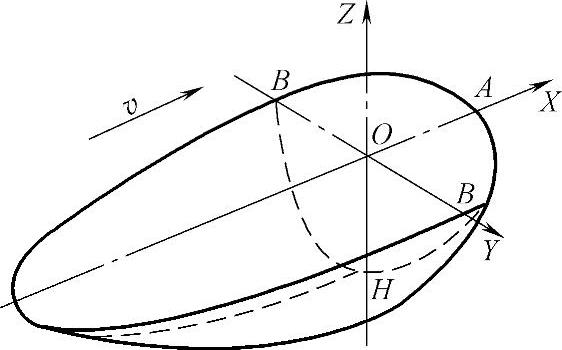
图5-8 熔池形状

式中δ——薄板的厚度(cm)。
分析式(5-4)、式(5-5)、式(5-6)可知:
1)晶粒成长的平均线速度υc是变化的。在式(5-6)中,当y=OB时,Ky=1、cosθ=0,θ=90°、υc=0,说明在熔合线上晶粒开始成长的瞬间,成长的方向垂直于熔合线,晶粒成长的平均线速度等于零。
当y=0时,cosθ=1、θ=0°、υc=υ,说明当晶粒成长到接触OX轴时,晶粒成长的平均线速度等于焊接速度。
由此可见,在晶粒成长过程中,当y由OB逐渐趋近于O时,θ值由90°逐渐趋近于0°,晶粒成长的平均线速度υc由0逐渐增大到υ。这表明晶粒成长的方向是变化的;晶粒成长的平均线速度也是变化的,在熔合线上最小(其值为零),在焊缝中心最大(其值等于焊接速度)。
2)焊接参数对晶粒成长方向及平均线速度的影响。由式(5-5)可知,当焊接速度υ越小时,角θ越小,晶粒主轴的成长方向越弯曲(见图5-9a)。当焊接速度υ越大时,角θ越大,也就是晶粒主轴的成长方向越垂直于焊缝的中心线(见图5-9b)。工业纯铝钨极氩弧焊(TIG)不同焊接速度时的晶粒成长方向如图5-10所示。
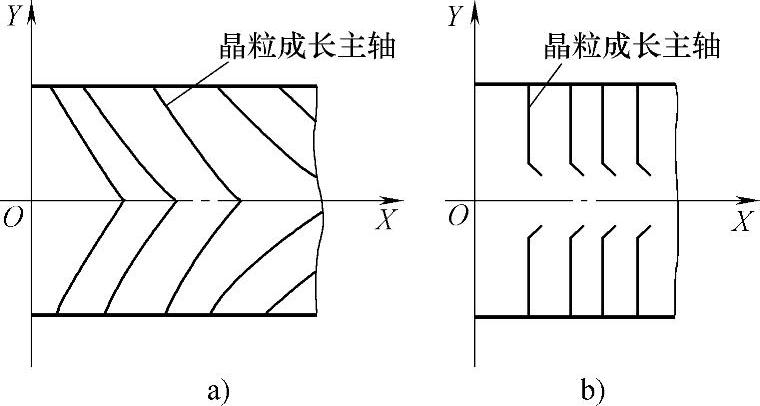
图5-9 焊接速度对晶粒成长的影响

图5-10 工业纯铝TIG焊的晶粒生长方向
a)焊接速度25cm/min b)焊接速度150cm/min
当晶粒主轴垂直于焊缝中心时,容易形成脆弱的结合面。因此,采用过大的焊接速度时,在焊缝中心常出现纵向裂纹。焊接奥氏体钢和铝合金时应特别注意不能采用大的焊接速度。实际上,熔池结晶速度与焊接热源作用的周期性变化、化学成分的不均匀性、合金元素的扩散、结晶潜热的析出等因素都有密切关系。因此,熔池结晶速度的变化规律是很复杂的。
研究表明,焊缝晶粒成长的线速度围绕着平均线速度作波浪式变化,而且波浪式起伏的振幅越来越小,最后趋向平均线速度。应指出,晶粒(核)长大需要一定的能量,这个能量由两部分组成:一是因为体积长大而使体系自由能下降;二是因体积长大而产生的新固相表面使体系的自由能增高。晶核长大时所增加的表面能比形成晶核时所增加的表面能要小,晶核长大比形核所需的过冷度要小。因此,焊缝金属开始凝固时,优先在母材的基体上进行联生长大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。