



大型厚壁结构在焊接过程中常在钢板的厚度方向承受较大的拉应力,如果钢材的冶炼和轧制质量不高,容易沿钢板轧制方向出现一种阶梯状的裂纹,称为层状撕裂。层状撕裂是一种特殊形式的裂纹,与常见的冷裂纹、热裂纹有着明显的区别。它是非常危险的缺欠,很难发现,也很难修复。
1.层状撕裂特征
层状撕裂属于低温裂纹。对于一般低碳钢和低合金钢,产生温度不超过400℃。与冷裂纹不同,它的发生与母材强度无关,主要与钢中的夹杂物含量及分布形态有关。夹杂物含量越高,层片状分布越明显,对层状撕裂越敏感。由于焊缝夹杂物含量控制严格,因此层状撕裂的发生部位在接头热影响区或靠近热影响区的母材中,而焊缝金属中不会出现层状撕裂。
层状撕裂外观具有阶梯状开裂特征,由平行于轧制表面的平台与大体垂直于平台的剪切壁组成,平台部分常存在各种形式的非金属夹杂物。层状撕裂微观上是穿晶或沿晶扩展。
层状撕裂一般发生在受Z向力大的丁字接头、角接接头,对接接头极为少见。图8-31示出了层状撕裂的一些典型特征。
图8-30 加热速率对镍基合金Rene41再热裂纹的影响
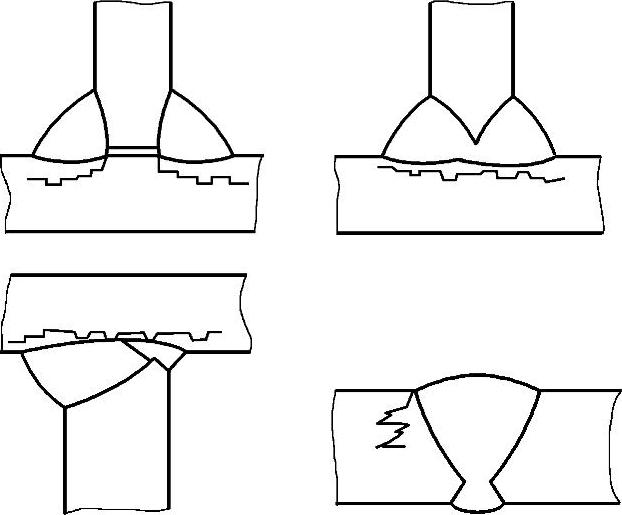
图8-31 层状撕裂示意图
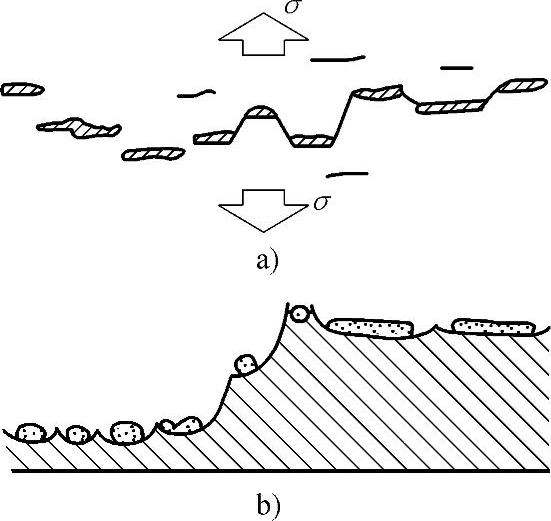
图8-32 层状撕裂的产生示意图
a)宏观图 b)局部放大图
2.层状撕裂的形成机理
层状撕裂是焊缝收缩导致高的局部应力以及母材在厚度方向的塑性变形能力差共同造成的。
钢内的一些非金属夹杂物(通常是硅酸盐和硫化物)在轧制过程中被轧成平行于轧向的带状夹杂物,严重降低厚度方向金属的塑性变形能力。厚板结构焊接时(特别是丁字接头和角接接头),焊缝收缩会在母材厚度方向产生很大的拉应力和应变(见图8-32)。当应变超过母材沿厚度方向的塑性变形能力时,分离就会发生在夹杂物与金属之间,形成微裂纹。冶金学上把这一过程称为脱聚过程。此裂纹尖端的缺口效应造成应力、应变的集中,迫使裂纹沿着自身所处的平面扩展,在同一平面相邻的一群夹杂物连成一片,形成所谓的“平台”。在相邻的两个平台之间,由于不在一个平面上而产生剪切应力,造成剪切断裂,形成“剪切壁”。多个平台由若干个剪切壁连接,就构成了层状撕裂所特有的阶梯状特征。
层状撕裂主要是由于板厚方向拉应力达到一定程度,使夹杂物与基体金属沿弱结合面脱离而开裂。不过,裂纹的长度要比夹杂物长几倍甚至几百倍,因此层状撕裂绝不是夹杂物的简单开裂。金属基体总是具有一定的塑性变形能力,所以当夹杂物与母材金属脱离或夹杂物本身开裂后,基体金属仍会有较大的塑性变形能力,因而表面存在大量韧窝,而夹杂物则散布于韧窝中。
3.影响因素和防止措施
影响层状撕裂敏感性的因素包括冶金因素和力学因素。(https://www.xing528.com)
(1)冶金因素 非金属夹杂物的种类、数量和分布形态是产生层状撕裂的本质原因,它是造成钢的各向异性、力学性能差异的根本所在。
钢中夹杂物的种类很多,最常见的是硫化物和硅酸盐夹杂,两者都属于可变形夹杂物。例如MnS轧制后成为不连续的带状并平行于轧向,且分布在不同高低的平面内;硅酸盐轧制时形成平行于轧制方向的微小窄条(轧制温度1000℃以上)。夹杂物的热膨胀系数与钢不同,加热时,夹杂物和钢一起膨胀,脱聚的危险不大,但在冷却过程中由于夹杂物和钢的收缩程度不同,极易在夹杂物周围脱聚,以致形成空隙,这是层状撕裂的发源地。
钢中的硫含量越高,层状撕裂的倾向越大。当然,夹杂物的成分不是影响层状撕裂的决定性因素。不论哪一种夹杂物,它与基体金属的结合力都低于金属基体的强度。所以,只要是片状夹杂物,不论是硫化物还是硅酸盐夹杂物,都可导致层状撕裂。因此,关键在于夹杂物的形态、数量及其分布特性。从夹杂物的形状看,端部曲率半径小的薄片状夹杂物比端部钝而厚的夹杂物的影响要大。
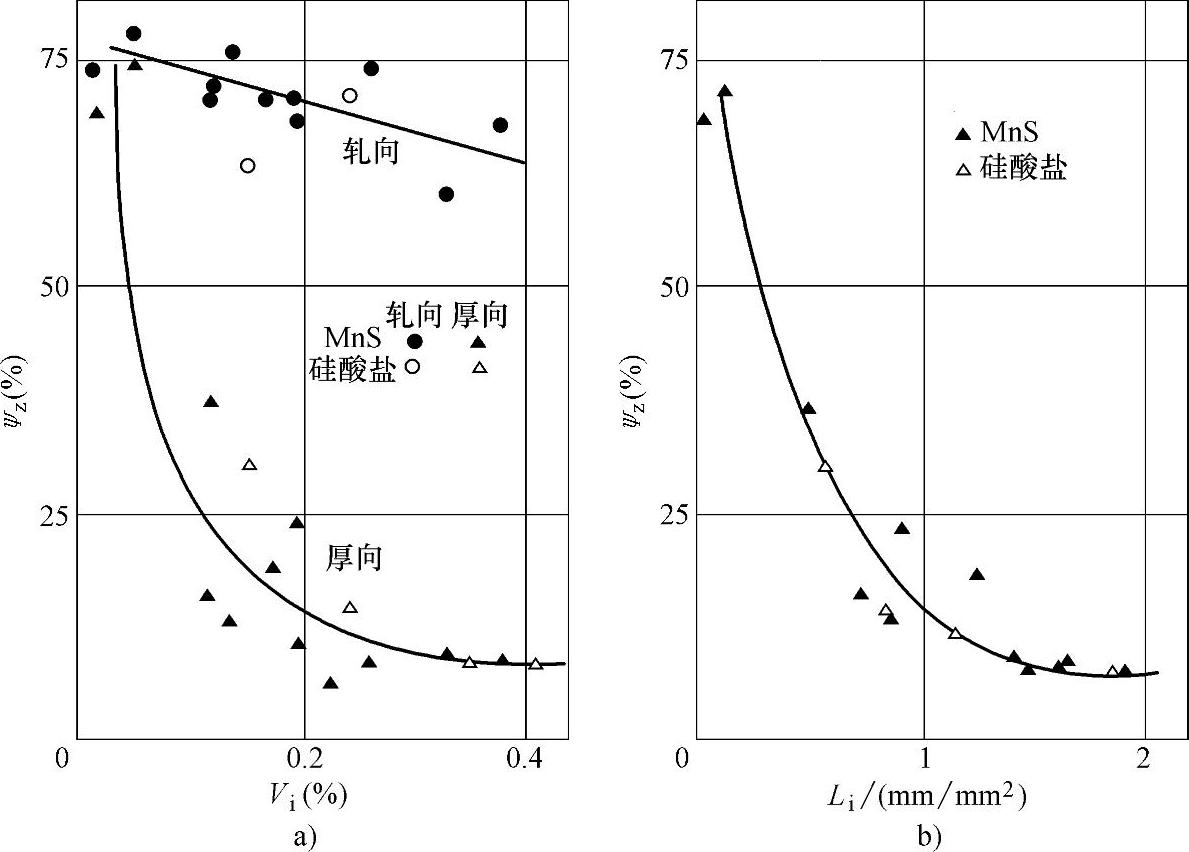
图8-33 Z向断面收缩率ψz与Vi和Li的关系
为防止层状撕裂,厚度方向(Z向)的断面收缩率ψz应不小于15%,一般为15%~20%,当ψz≥25%时认为抗层状撕裂性能优异。图8-33分别是ψz随钢夹杂物的体积比Vi(V夹杂/V试样)和夹杂物的累积长度Li(单位面积上夹杂物长度总和)变化的关系图。可以看出,ψz随Vi和Li增加而非线性降低。显然,控制钢中的夹杂物可有效提高抗层状撕裂能力。实践证明,大力发展高纯净的Z向钢是解决层状撕裂的最佳途径。采用精炼的方法,可以冶炼出含氧、硫极低的钢材,如Z向钢、CF钢等,S的质量分数只有0.01%~0.03%,选用这些钢材制造大型重要的焊接结构,可以完全避免产生层状撕裂。
不过,即使含杂质极少的Z向钢,如果存在脆性的粗晶组织,同样会使钢材厚度方向的断面收缩率急剧降低。可能的原因是,晶粒粗大之后,单位体积内的晶界长度减少,即使少量夹杂也会向晶界偏聚,从而使晶界弱化(脆化)。因此,制定焊接工艺时应尽量避免使用过大的焊接热输入,避免粗晶脆化。
(2)力学因素 厚壁焊接结构在焊接过程中承受不同的Z向拘束应力、焊后的残余应力及载荷,它们是造成层状撕裂的力学条件。沿厚度方向的Z向拘束应力和焊接残余应力越大,焊接结构对层状撕裂越敏感。
合理设计接头形式,采取适当的施工工艺,可避免Z向拘束应力和应力集中。应尽量采用双侧焊缝,避免单侧焊缝,防止焊缝根部的应力集中(见图8-34a);在强度允许的前提下,采用焊接量少的对称角焊缝代替全焊透焊缝,避免产生过大应力(见图8-34b);在承受Z向拘束应力的一侧开坡口,减少杂质量大的母材的厚度(见图8-34c);对于丁字接头,可在承受Z向拘束应力的板上预先堆焊一层低强度焊材,缓和焊接应变(见图8-34d)等。

图8-34 改变接头形式防止层状撕裂的示意图
(3)氢的作用 层状撕裂的主要原因在于夹杂物的分布和应力状态,而氢也可能成为促使启裂和诱发的重要因素。例如,有人发现利用E7010纤维素焊条制备的接头其层状撕裂敏感性显著高于熔化极气体保护焊制备接头。
焊接时难免有氢溶入焊缝和热影响区。当含氢量较少时,氢可溶入如同陷阱的夹杂物中,对层状撕裂影响不大。当氢含量较多时,氢会聚集在夹杂物的端部,使该部位启裂并扩展,从而使夹杂物与基体金属分离。这种情况具有氢致启裂发展成为层状撕裂的断裂特征。
当焊缝中的含氢量偏高而局部又存在应力集中(如焊缝根部),氢也有可能先诱发形成冷裂纹,再以冷裂纹作为层状撕裂的发源地。这时层状撕裂与冷裂纹相伴而生。
为防止由冷裂引起的层状撕裂,应尽量采用一些防止冷裂的措施,如减少氢含量、适当提高预热温度、控制层间温度等。
当然,对于远离焊接热影响区的母材处产生的层状撕裂,焊缝中的氢不会产生任何影响。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。