



1.焊接方法
除电渣焊外,所有的熔焊方法都可用于焊接奥氏体-铁素体双相不锈钢。常用方法为焊条电弧焊及钨极氩弧焊。药芯焊丝由于熔敷效率高,也已在双相不锈钢焊接中得到越来越广泛的应用。埋弧焊可用于双相不锈钢厚板的焊接,但问题是稀释率大,应用不多。
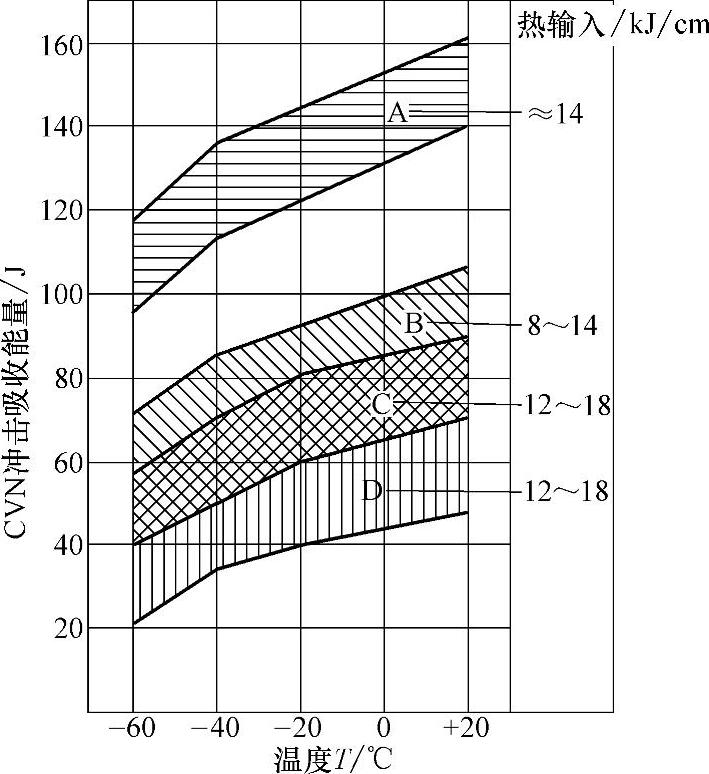
图10-30 双相不锈钢焊缝金属冲击吸收能量与温度的关系
A—GTAW焊(纯氩) B—GTAW(Ar+2.5%CO2) C—SAW和SMAW(碱性焊剂) D—SAW和SMAW(酸性焊剂)
2.焊接材料
采用奥氏体相占比例大的焊接材料来提高焊接金属中奥氏体相的比例,对提高焊缝金属的塑性、韧性和耐蚀性是有益的。对于含氮的双相不锈钢和超级双相不锈钢的焊接材料,通常采用比母材高的镍含量和母材相同的含氮量,以保证焊缝金属有足够的奥氏体量。通过调整焊缝化学成分,双相不锈钢能获得令人满意的焊接性。
双相不锈钢常用的焊接材料见表10-11。
表10-11双相不锈钢常用的焊接材料

3.焊接工艺措施
(1)控制热输入 双相不锈钢要求在焊接时遵守一定的焊接工艺,一方面是为了避免焊后由于冷却速度过快而在热影响区产生过多的铁素体,另一方面是为了避免冷却速度过慢在热影响区形成过多粗大的晶粒和氮化铬沉淀。如果通过适当的工艺措施,将焊缝和热影响区不同部位的铁素体含量(体积分数)控制在70%以下,则双相不锈钢焊缝的抗裂性会相当好。但当铁素体含量(体积分数)超过70%时,在焊接应力很大的情况下会出现氢致冷裂纹。为避免焊缝中Ni含量下降过多,必须阻止Ni含量低的母材过多稀释。否则,铁素体含量增加会对焊缝耐蚀性、韧性和抗裂能力产生不良影响。(https://www.xing528.com)
焊接时,焊缝和热影响区的冷却时间t12/8不能太短。应根据材料的厚度,选择合适的冷却速度。电弧焊时由于加热速度和冷却速度快,温度在1200℃以上时,热影响区在加热时γ→δ转变以及冷却时δ→γ转变都出现延迟。
图10-31所示为双相不锈钢电弧焊焊缝化学成分和冷却速度对从1350℃冷却时不同冷速下δ-γ转变的影响。图中给出3种N、Ni含量不同的合金δ→γ开始转变的曲线,3种合金在1350℃时停留5s后进行铁素体化。正常焊接时的冷却曲线在曲线a和曲线b之间。从这些曲线能得到δ→γ起决定作用的冷却时间t12/8,即由1200℃冷却到800℃的时间。合金1为22Cr-3Mo-5.5Ni,没有额外增加N,它的铁素体含量最高。焊接时冷却速度快,使得焊缝中铁素体含量(体积分数)超过80%。焊缝中添加N 0.15%(质量分数),相当于增加3个单位的Ni当量,提高了δ→γ转变的起始温度,焊缝冷却至室温后奥氏体含量上升。合金3为Ni 9%和N 0.15%(质量分数),铁素体含量最低。
焊接厚板时,应采用较高的热输入;焊接薄板时,尤其是板厚小于5mm时,应采用较低的焊接热输入。
(2)多层多道焊Ni和N的另一个有利作用在图10-31中没有示出,只有在多道焊时效果才比较明显,即随着δ-γ转变温度的提高,焊缝中被随后焊道重新加热到1000℃区域得到退火重熔的效果,一部分过冷度大的铁素体可能重新转变为奥氏体。N的另一个作用是在焊缝及热影响区高温区,由于促使δ→γ转变温度提高而使得晶粒粗化的时间缩短。因此N可阻止δ铁素体的晶粒粗化而使焊缝得到细化的微观组织。
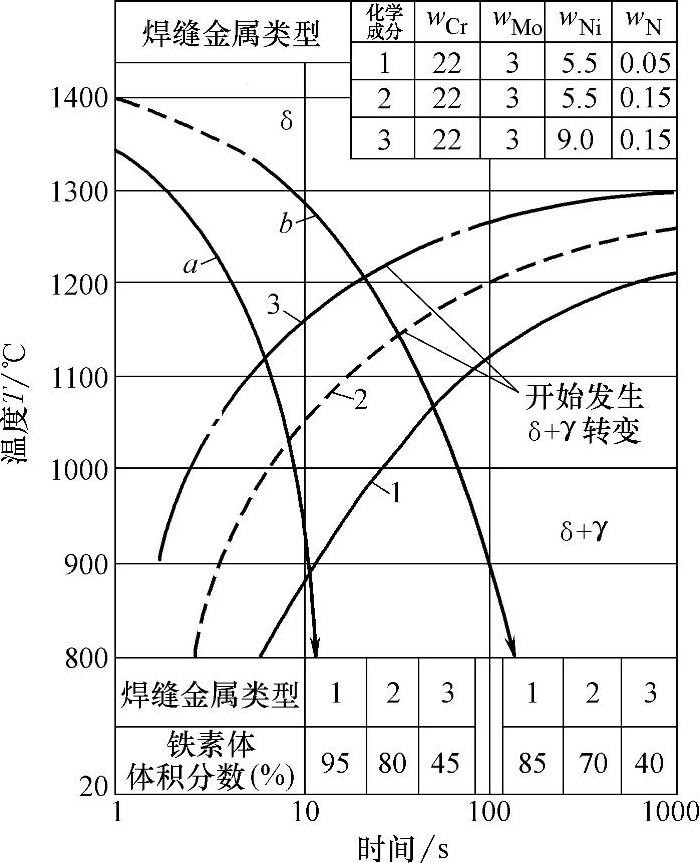
图10-31 化学成分和冷却速度对二次δ-γ转变的影响 (a与b之间为正常冷却速度,1、2、3为合金编号对应焊缝δ-γ转变开始线)
由于多道焊中过多的铁素体含量和粗晶组织对耐蚀性和韧性有不良影响,因此应注意δ→γ在800~1200℃温度范围的冷却速度。由于t12/8受热输入和材料厚度的影响,不能只考虑焊接热输入,被焊材料的厚度也应予考虑。
采用多层多道焊时,后续焊道对前层焊道有热处理作用,焊缝金属中的铁素体进一步转变成奥氏体,成为奥氏体占优势的两相组织,毗邻焊缝的焊接热影响区组织中的奥氏体相也增多,从而使焊接接头的组织和性能得到改善。
高级双相不锈钢通常含有合金元素N,焊缝中同样也要含N,但焊缝中Ni的质量分数要随之增加到8%~9%,从而使焊缝中的δ铁素体含量(体积分数)稳定在30%~40%范围。由于多道焊时,后道焊缝对前道焊缝的再热作用,使得一部分过冷铁素体又转变为奥氏体。所以与单道焊相比,多道焊焊缝中的铁素体含量(体积分数)要低10%左右。
(3)焊接顺序及工艺焊缝 与奥氏体不锈钢焊缝相反,双相不锈钢接触腐蚀介质的焊缝要先焊,使最后一道焊缝移至非接触介质的一面。其目的是利用后道焊缝对先焊焊缝进行一次热处理,使先焊焊缝及其热影响区的单相铁素体组织部分转变为奥氏体组织。
如果要求接触介质的焊缝必须最后施焊,则可在焊接终了时,在焊缝表面再施以一层工艺焊缝,便可对表面焊缝及其邻近的焊接热影响区进行所谓的热处理。工艺焊缝可在焊后经加工去除。如果附加工艺焊缝有困难,在制定焊接工艺时,尽可能考虑使最后一层焊缝处于非工作介质面上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。