



管材、型钢等型材的机械矫正多采用冷矫,即采用多辊式型材矫正机、型材撑直机及压力机进行矫正。
1.用多辊式型材矫正机矫正
多辊式型材矫正机工作原理与板材矫平机相似,区别在于校辊是轮廓与被矫型材断面相适应的滚轮,如图2-49所示。矫正不同型材,可以调换不同轮廓滚轮。与板材矫平原理一样,型材通过上下两列辊轮时,受到反复弯曲,使纤维被拉长而得到矫正。正辊机的辊轮轴线互相平行,适于各种型材;斜辊机辊轮素线为双曲线,且多为上下成组(每组2~3个)布置,滚轮轴斜置,使被矫圆材产生附加旋转运动,增强了矫正效果,适于管、棒、线材矫正。

图2-49 型材冷矫
a)角钢矫正 b)槽钢矫正 c)方钢矫正
2.用型材撑直机矫正
型钢和各种焊接梁的弯曲变形可采用型钢撑直机反向弯曲法矫正变形。撑直机运动件呈水平布置,运动件一般多为双头(见表2-10图)。(https://www.xing528.com)
工作时,型钢置于支撑和推撑之间,凸出部由推撑挡住,压向支撑,并可沿长度方向移动,支撑的位置可由操纵手轮适当调节,以适应型钢不同程度的弯曲。当推撑由电动机驱动作水平往复运动时,便周期性地对被矫正型钢施加推力,使其产生反向弯曲而达到矫正的目的。
推撑的初始位置可以调节,以控制变形量。台面设有滚柱以支撑型钢,并减小型钢来回移动时的摩擦。型钢撑直机也可用于型钢的弯曲加工,即为弯曲和矫正两用机。
3.用压力机矫正型材
用压力机矫正型材及各种焊接梁的矫正原理、顺序和方法同厚板材,但操作时应根据工件尺寸和变形部位合理设置工件的放置位置、加压部位、垫铁厚度和垫放的部位,以便提高矫正的质量及速度。图2-50所示为型材的压力机矫正示意图。
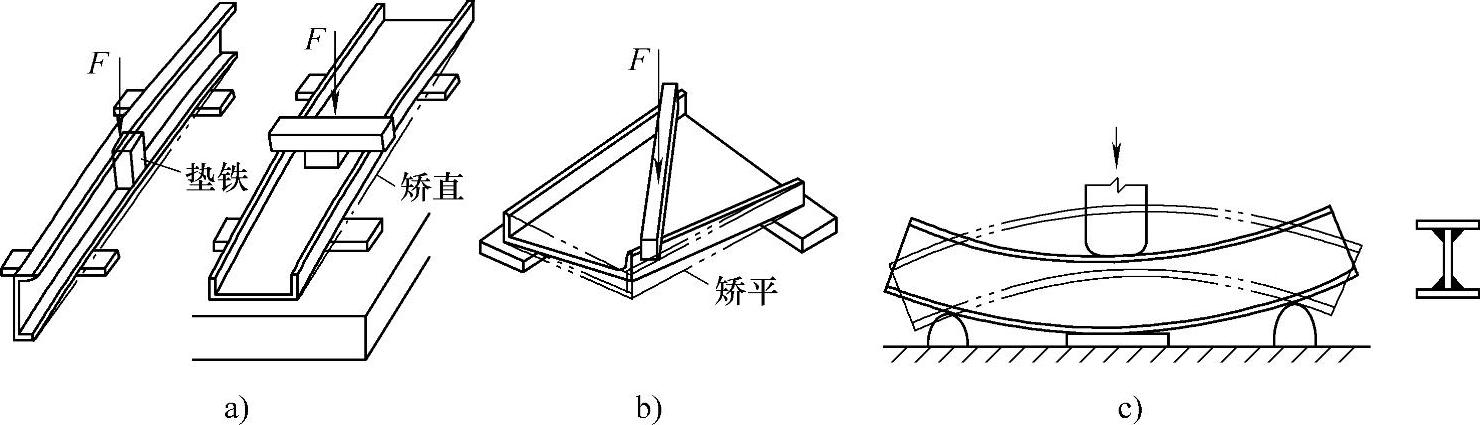
图2-50 型材的压力机矫正
a)槽钢弯曲矫正 b)槽钢扭曲矫正 c)工字钢弯曲矫正
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。