



氧乙炔焰气割主要用于切割低碳钢和低合金钢,广泛用于钢板、型材的下料及焊接前的开坡口、各种外形复杂板材的切割等加工。
1.钢板的气割
氧乙炔焰气割能切割不同厚度的低碳钢板,其操作方法有所不同。
1)4~25mm厚钢板的气割。气割4~25mm厚的钢板,可选用G01—100型割矩,下料操作时,应保证切割气流(风线)的长度超出被切割板厚的1/3,割嘴与割件的距离大致等于焰心长度加上2~4mm。为提高切割效率,气割时,割嘴可向后倾斜20°~30°角。
2)薄钢板的气割。气割薄钢板常选用G01—30型割矩及2号割嘴。为了得到较好的效果,其预热火焰能率要小,割嘴应向前进的反方向倾斜,并与钢板成25°~45°角,割嘴与割件表面距离为10~15mm,气割速度要尽可能快。
3)大厚度钢板的气割。气割大厚度钢板时,首先应在割件的边缘棱角处开始预热(见图3-58a),待预热到切割温度时,再逐渐开大切割氧气,并将割嘴倾斜于割件(见图3-58b),待割件边缘全部切透时加大切割氧气流,并使割嘴垂直于割件表面,同时割嘴沿割线向前移动,气割速度要慢,割嘴要作横向月牙形摆动(见图3-58c)。
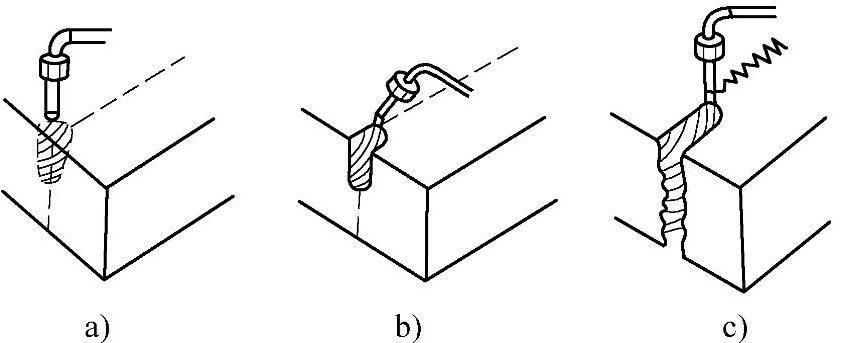
图3-58 大厚度工件的气割过程
4)钢板割孔。气割法兰圈类制件由于不能从板边开始切割,因此,切割操作时必须从钢板的中间开始,在钢板上切出孔后,才能按切割线进行切割。
在钢板上穿孔的方法如图3-59所示,先对钢板需穿孔的地方进行预热,割嘴垂直于钢板(见图3-59a),加热到切割温度时,将割嘴提离钢板15mm左右(见图3-59b),再慢慢开放切割氧气阀,并将割嘴倾斜一些(见图3-59c)。
在整个割孔过程中,注意自己面部不要对着钢板表面,以免被溅起的熔渣烫伤。
5)多层钢板的气割。在气割形状相同的薄钢板时,还常把几块要切割的钢板叠在一起,以便能一次气割即可完成多块钢板的切割。多层钢板切割时,要求钢板之间必须密贴,因此,需采用压紧装置(见图3-60a),同时要把钢板表面的锈污清除干净。上层钢板应向外移出一些(见图3-60b),以便气割易于开始。气割规范应按多层钢板的总厚度来确定。为了避免上层钢板熔化过甚,可覆盖一块扁钢作为盖板进行气割。
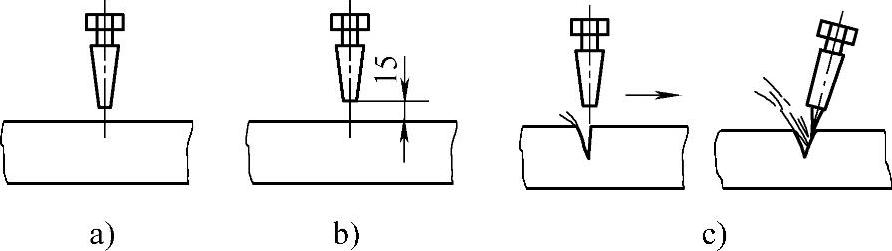
图3-59 在钢板上穿孔
a)预热 b)提起割嘴 c)慢慢开大切割氧气阀

图3-60 多层钢板的气割
2.钢管的气割
钢管气割时,预热火焰应垂直于钢管的表面,待割透以后,将割嘴逐渐倾斜,直到接近管料的切线方向后,再继续切割。
图3-61a所示为固定钢管的气割,从管料的下部(仰视位置)开始预热,按图中1所示的方向进行切割,当切割到管料上部时,关闭切割氧,再将割矩移到管料的下部,沿图中2所示的方向继续切割。
图3-61b所示为转动管料的气割,从钢管的侧面部位开始预热,按图中切割方向进行切割。切割一段后,暂时停止,将管料稍加转动再继续切割。较小直径的管料可分2~3次切割完,较大直径的管料可分多次,但次数越少越好。(https://www.xing528.com)
3.圆钢的气割
圆钢气割可先从圆钢的一侧预热。预热火焰垂直于圆钢表面,开始气割时,在打开切割氧气阀的同时,将割嘴转为与地面垂直,待圆钢割透后,割嘴再向前移动,同时稍作横向摆动。圆钢最好是一次切割完,若圆钢直径较大,一次切不透时,可采用分瓣切割法,如图3-62所示。图中数字表示圆钢分瓣切割时的切割顺序。
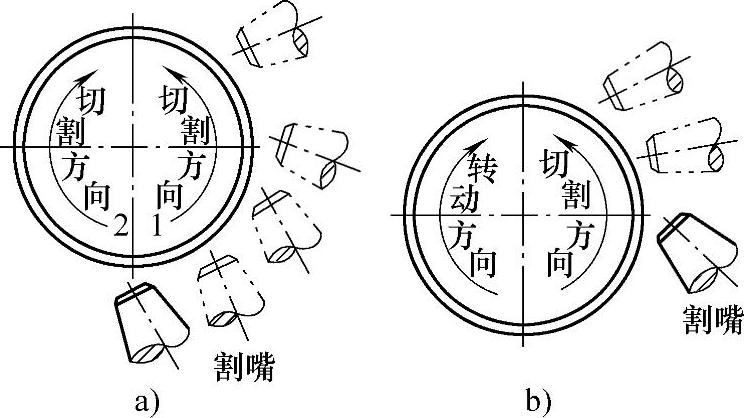
图3-61 钢管的气割
4.工字钢的气割
工字钢气割时,原则上是从下向上切割,其切割顺序如图3-63所示。这样切割不至于切割终了时余料堕落砸坏割矩和发生其他事故。气割时,割嘴应与割线垂直。
5.槽钢的气割
当槽钢按正线气割时,割嘴应垂直于被切割面(见图3-64a)。斜线切割时,除割嘴垂直于腹板面外,对其余两个翼板,割嘴都要随腹板面的斜割线方向进行气割(见图3-64b)。
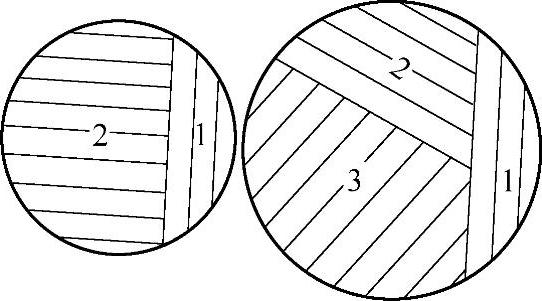
图3-62 圆钢的分瓣式气割
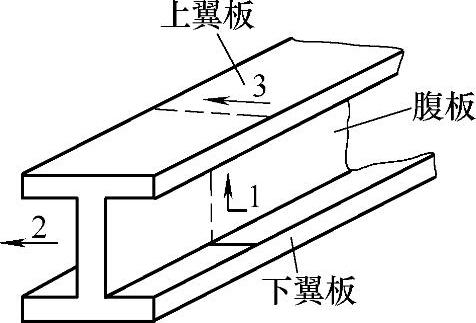
图3-63 工字钢的气割顺序
1—下翼板一侧与腹板一次割完 2—气割下翼板另一侧 3—最后气割上翼板
6.焊接坡口的气割
焊接坡口的气割与一般气割相比,气割速度应稍快,预热火焰能率应适当大些,切割氧的压力亦应稍大。图3-65a所示为用于钢板及管料坡口气割的形式,图3-65b所示的方法主要用于管料坡口的气割。采用图3-65b所示的方法气割管料坡口时,预热火焰能率比图3-65a所示的方法气割时小些,可避免钝边被熔化。
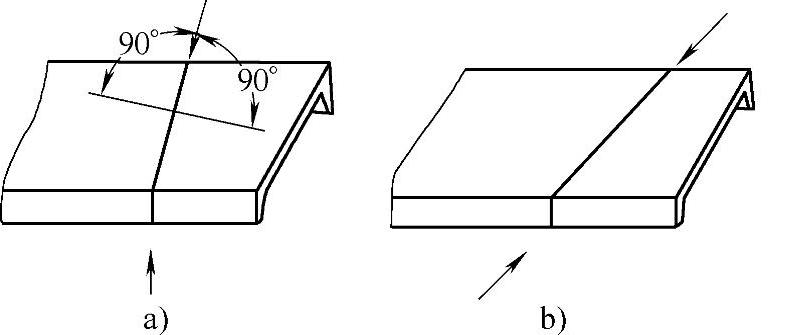
图3-64 槽钢的气割
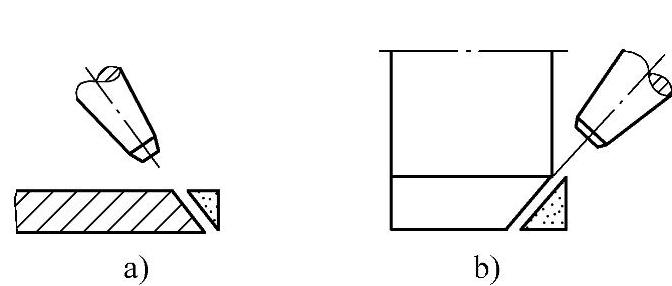
图3-65 气割坡口的两种形式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。