



根据卷板机辊轴数量的不同,有三轴、四轴之分;根据辊轴的排列形式,又有对称式和不对称式之分,其中生产中最常用的为三轴对称式卷板机。图4-46所示为对称式三轴卷板机结构。
卷板机的规格是以其所能卷弯钢板的最大厚度和宽度表示的。例如,19×2000型三轴卷板机能卷钢板的最大厚度为19mm,最大宽度为2000mm。
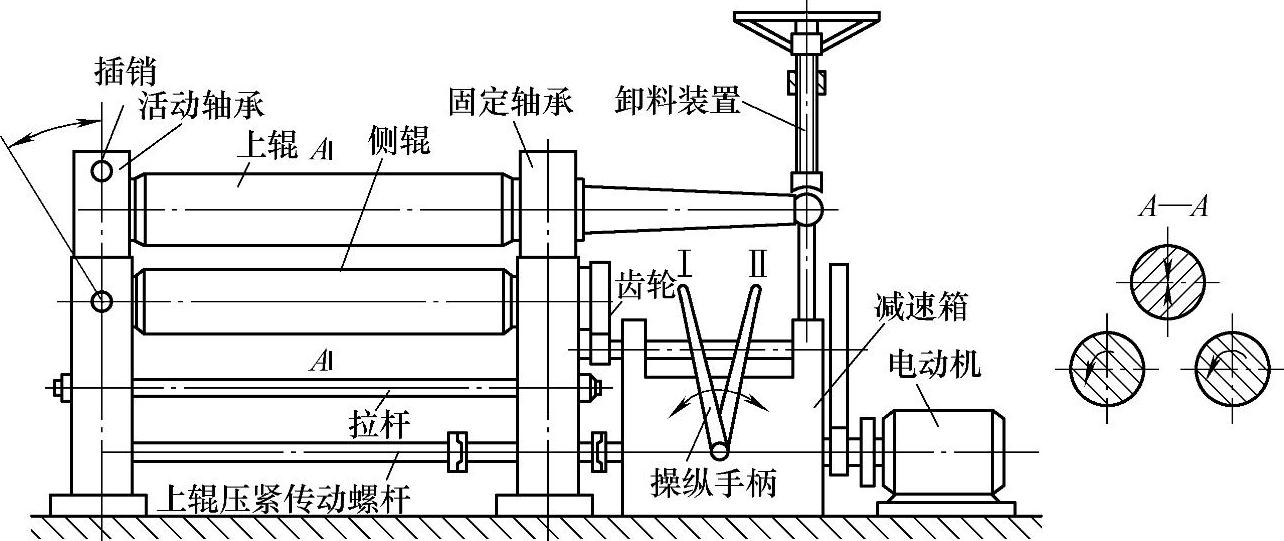
图4-46 对称式三轴卷板机结构
1.滚弯的基本原理
滚弯的基本原理如图4-47所示。若坯料静止放在下辊轴上时,其下表面与下辊轴的最高点b、c相接触,上表面恰好与上辊轴的最低点a相接触,这时上下辊轴间的垂直距离正好等于料厚。当下辊轴不动上辊轴下降,或上辊轴不动下辊轴上升时,间距便小于料厚,如果两辊轴连续不断地滚压,坯料在全部所滚到的范围内便形成圆滑的曲面,坯料的两端由于滚不到,仍是直的,在成形零件时,必须设法消除。
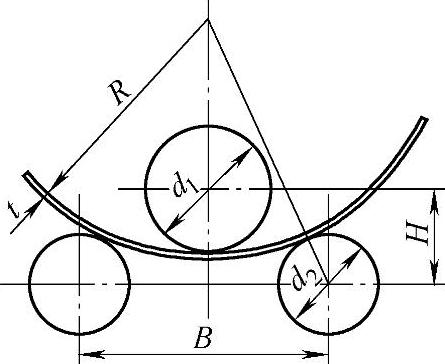
坯料经滚弯后所得的曲度取决于辊轴的相对位置、板料的厚度和力学性能,它们之间的关系可近似地用下式表示(见图4-48):
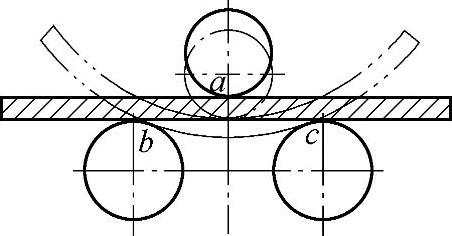
图4-47 滚弯的基本原理
 (https://www.xing528.com)
(https://www.xing528.com)
图4-48 决定曲度的参数

式中 d1、d2——分别为辊轴的直径(mm);
t——板料厚度(mm);
R——零件的曲率半径(mm)。
辊轴之间的相对距离H和B都是可调的,以适应零件曲度的需要。由于改变H比改变B方便,所以一般都通过改变H来得到不同的曲度。由于板料的回弹量事先难于计算确定,所以上述关系式不能准确地标出所需的H值来,仅供初滚时参考。实际生产中,大都采取试测的方法,即凭经验大体调好上辊轴的位置后,逐渐试卷直到合乎要求的曲度为止。
2.卷板机的操作步骤
三轴卷板机的操作步骤为:首先升起上辊轴,根据毛坯厚度调整下辊轴间距,下辊轴的间距在上辊轴弯曲力许可的情况下,尽可能要小。由于调整麻烦,一般是根据坯料厚度合理地选择下辊轴间距,当坯料厚度在4mm以下时,间距为90~100mm;当坯料厚度为4~6mm时,间距为110~120mm。将毛坯放在下辊轴上,盖住两根下辊轴,然后按滚弯半径要求下降上辊轴,将毛坯局部压弯,再开动滚床使辊轴旋转,毛坯自动送进弯曲成形。升起上辊轴,最后取下零件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。