



针对所组装构件结构的不同,钣金构件的装配往往选用不同的方法。根据定位方式的不同,装配方法主要有划线装配、复制装配、仿形装配等;根据装配方位的不同,装配方法主要有卧装(平装)、立装(正装)及倒装等。常用的装配方法及其特点主要有以下方面。
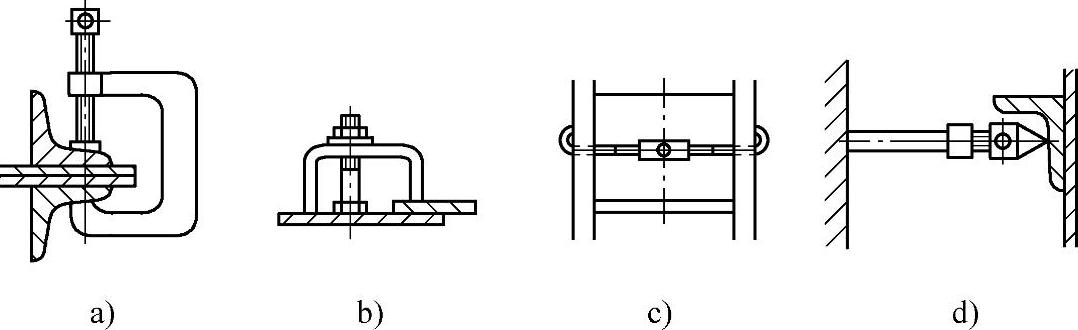
图6-1 装配夹具的四种紧固方式
a)夹紧(螺旋夹,卡马) b)压紧(螺栓压紧) c)拉紧(螺旋拉紧器) d)顶紧(螺旋推撑器)
(1)划线装配 划线装配又称地样装配。它是先在底板(或地面)上划出十字线为装配基准,再将构件以1∶1的实际尺寸绘制出轮廓位置线与接合线,然后按线装配。划线装配主要适用于桁架、框架类构件的装配。
(2)复制装配 它是在已经组装完毕的产品或部件上,依照组装完毕的产品或部件再进行下一套的组装。对表面凸出的节点板等,在不影响尺寸稳定性的前提下,可暂不进行组装,待其他零部件组装结束后,再对节点板类的凸出部件进行组装。复制装配主要适用于型钢类具有单层(片)框架特点结构的组装,如梁、柱、屋架等的组装,如图6-2所示。
(3)仿形装配 仿形装配是利用对称断面的形状,先装配成单面一半的结构,再以此为样板装配另一面。仿形装配适用于断面形状对称的结构件,如图6-3所示。
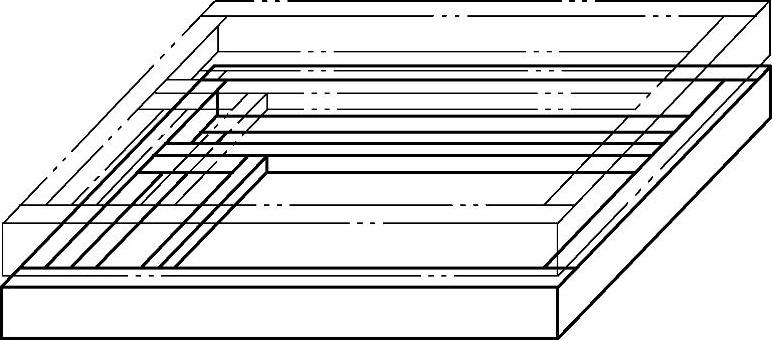
图6-2 复制装配示例
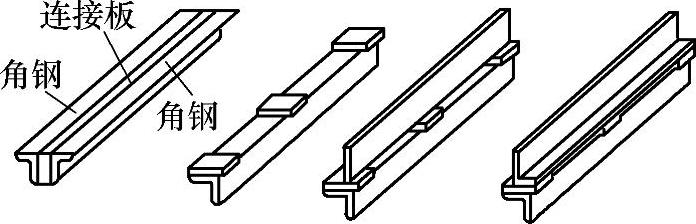
图6-3 仿形装配示例
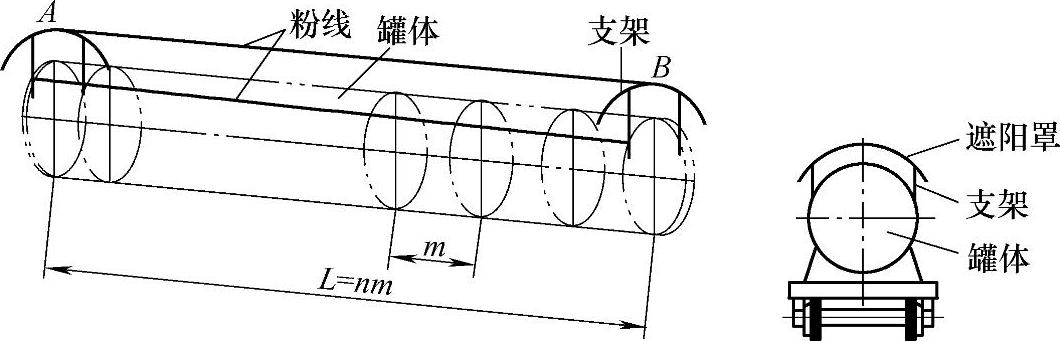
(4)拉线装配 拉线装配适用于呈阵列结构的组装。例如,罐体遮阳罩支架的组装顺序是,先将两端(A和B)的支架找正并固定,然后采用粉线或钢丝将两端支架连起,其他支架则依据粉线或钢丝为参照基准进行组装。粉线或钢丝根据需要可拉2~3条或更多(见图6-4)。
(5)销轴定位装配 销轴定位有保证孔距和同心度等功能。定位用销轴的直径以能够穿入孔中且间隙较小为原则,一般间隙不大于0.2mm。销轴定位装配主要用于有以下要求的钣金装配中。
1)保证安装孔距尺寸。对于有孔距要求的结构,可采用销轴定位装配。如图6-5a所示的斜拉杆两端螺栓孔的孔距,就是通过销轴定位装配来保证的,如图6-5b所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-4 拉线装配示例
m—两支架间距离 n—支架数量
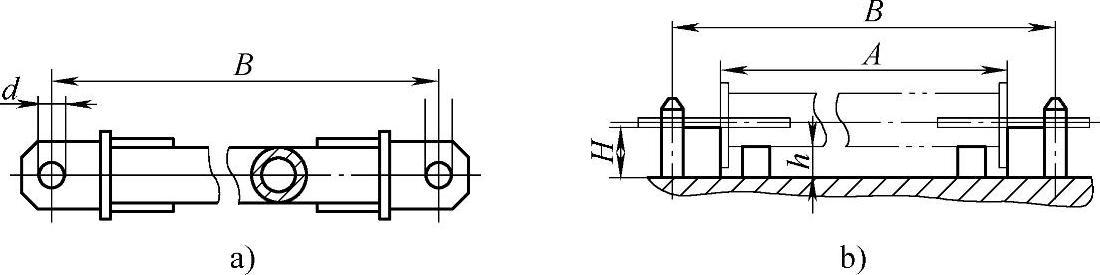
图6-5 保证安装孔距的销轴定位装配
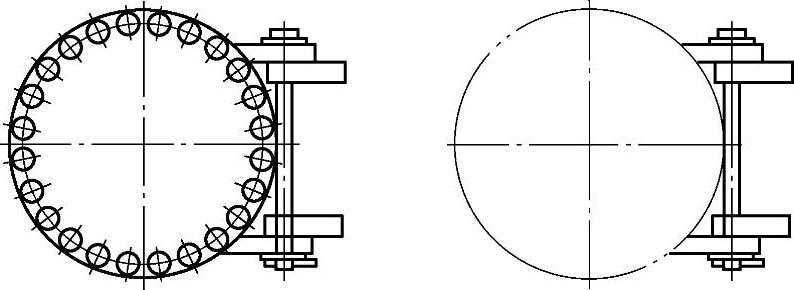
图6-6 保证同心度的销轴定位装配
2)保证同心度。对于具有同心度要求的钣金构件,往往采用销轴定位装配,如图6-6所示的铰链型孔盖,要求能够转动、开闭自如,因此保证铰链部位的同心度是组装的关键。为此,装配时可通过销轴确定上下铰链间的位置,以保证同心度,从而保证铰链与孔盖、罐体间的相互位置关系。
(6)样板定位装配 样板定位装配适用于各构件间定位或测量比较困难时的装配。如图6-7所示的法兰组装,由于筒节与法兰接管的装配尺寸难以测量且难以保证组装状态位置的稳定性,因此采用了样板定位装配。
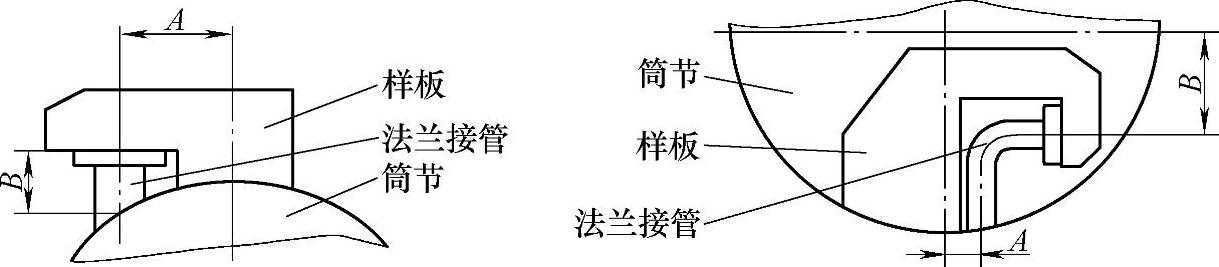
图6-7 样板定位装配示例
(7)胎模装配 胎模装配是在拼装模具(又称组合模具,由模座及各种夹紧、定位支架组合而成)上摆好相应装配零件,将其定位并夹紧后进行组装的装配方法,具有装配质量及效率高,适用于批量生产的特点。若采用专用胎模,能适于大批量生产。
(8)卧装(平装) 卧装是将构件水平放置后进行组装的装配方法,适用于断面不大但较细长构件的装配。
(9)立装 (正装)立装是将构件自上而下进行装配,适用于高度不大或下部基础较大的构件的装配。
(10)倒装 倒装是将构件按使用状态倒置180°进行组装,适用于上部体积大的结构和装配时正装不易放稳或上盖板无法施焊的箱形构件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。