



【摘要】:装配完毕的钣金构件,其几何公差在操作者自检合格后,还必须进行互检及专检。几何公差的要求因产品构件所处的部位及产品所使用行业的不同而不同。钣金构件的尺寸及几何公差检验可直接利用通用量具及样板、样杆等专用量具或配合水平尺、线坠、水平仪、垂直仪等测量工具进行。表6-7给出了焊接结构件尺寸公差与几何公差等级选用标准,其相应的尺寸偏差与几何公差参见表6-8。
装配完毕的钣金构件,其几何公差在操作者自检合格后,还必须进行互检及专检。几何公差的要求因产品构件所处的部位及产品所使用行业的不同而不同。钣金构件的尺寸及几何公差检验可直接利用通用量具及样板、样杆等专用量具或配合水平尺、线坠、水平仪、垂直仪等测量工具进行。此外,对于锅炉、压力容器、钢瓶、压力管道等钣金构件,还需进行强度及渗漏检验,其检验规程可参照相应的国家标准。
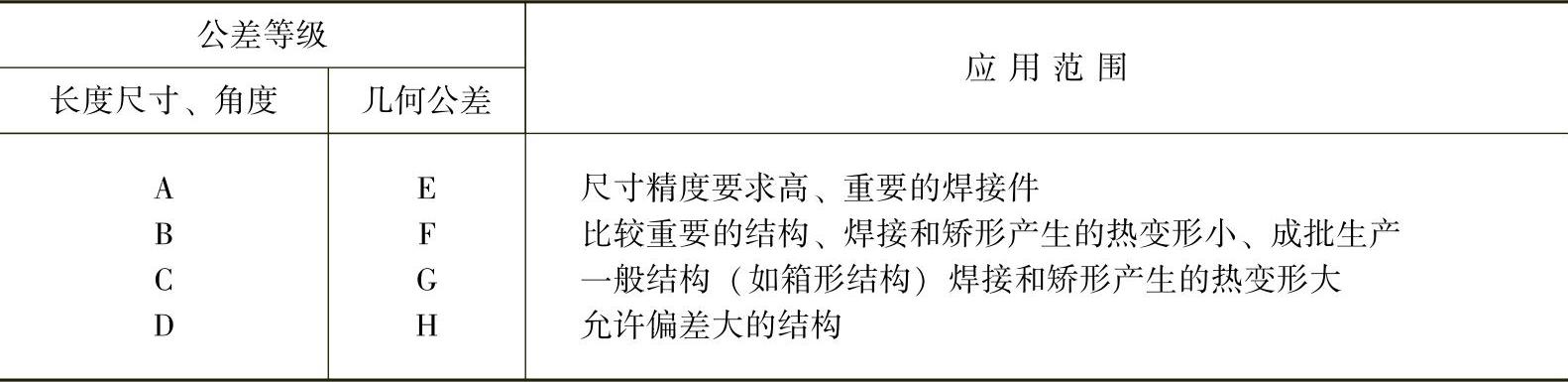
表6-7给出了焊接结构件尺寸公差与几何公差等级选用标准,其相应的尺寸偏差与几何公差参见表6-8。
表6-7 尺寸公差与几何公差等级选用
焊接结构件角度未注极限偏差按表6-9角度偏差确定,表中的公称尺寸以短边为基准边,其长度从图样标明的基准点算起,如图6-62所示。如果在图样上不标注角度,而只标注长度尺寸,则允许偏差应以mm/m计。一般选B级可不标注,选用其他公差等级均应在图样中按表6-9所注的技术要求处理。
表6-8 尺寸偏差与几何公差 (单位:μm)
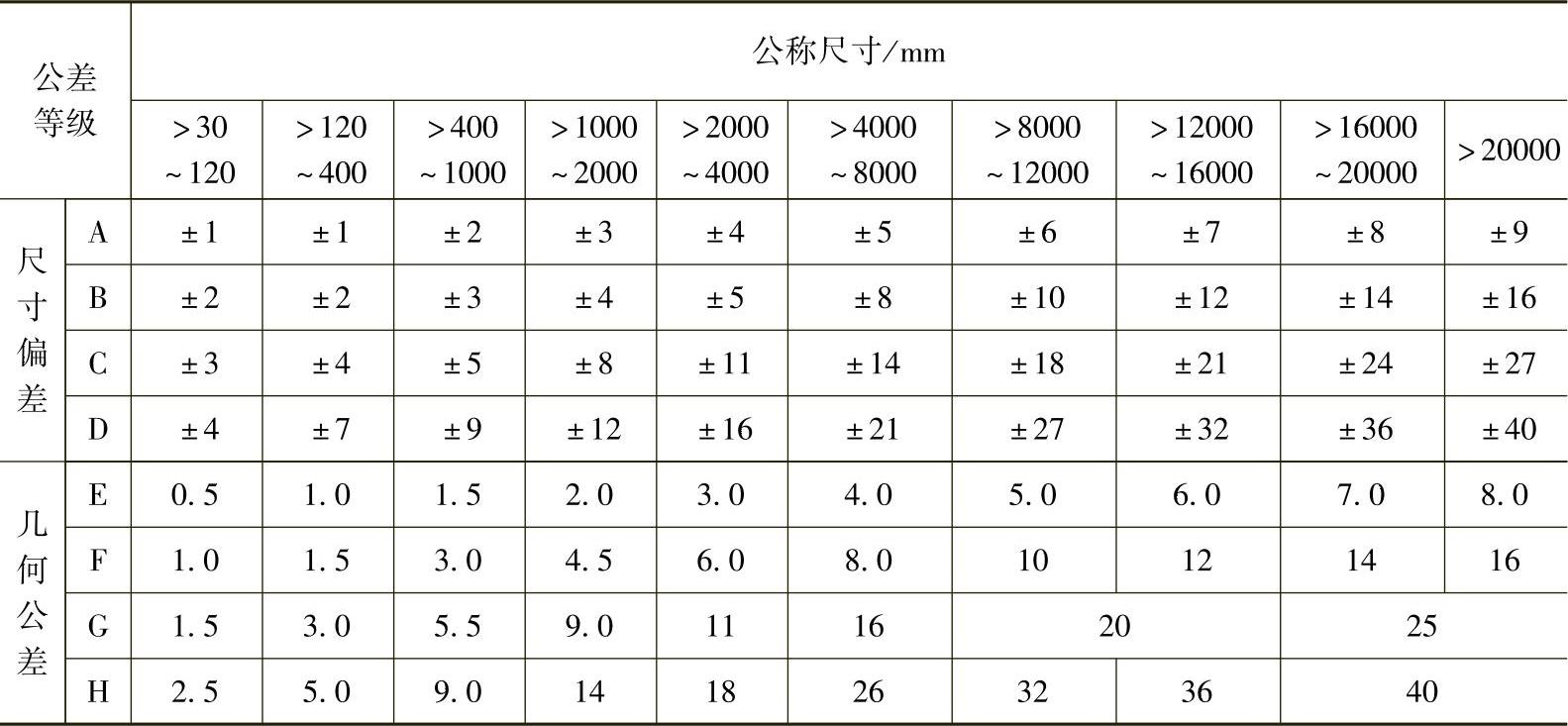
表6-9 角度偏差(https://www.xing528.com)
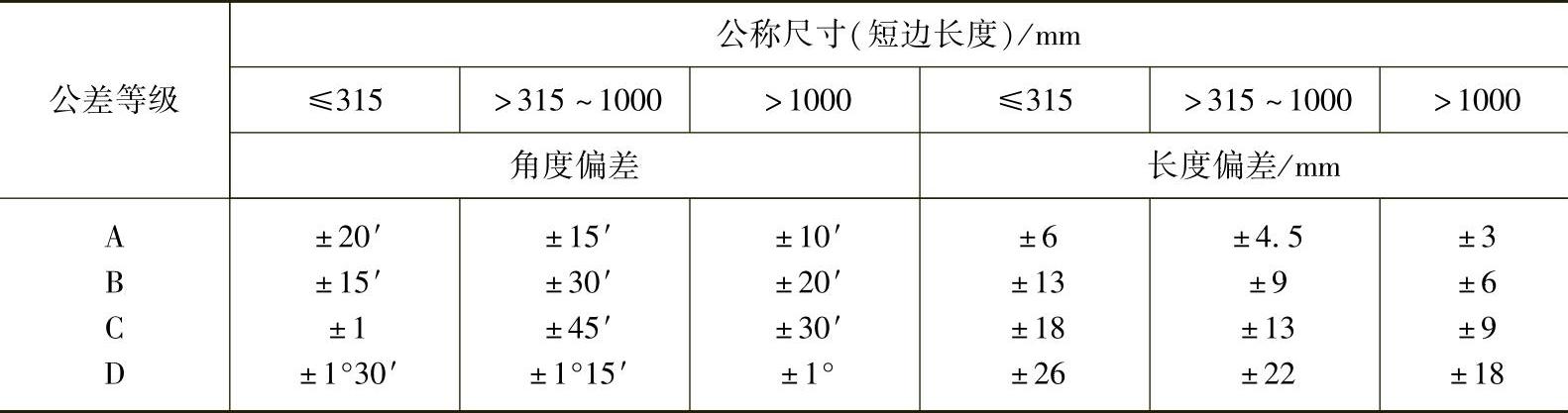
注:1.公称尺寸小于300mm,允许偏差±1mm。
2.一般选用尺寸偏差B级和几何公差F级在图样上可不标注,其他公差等级均应注明。
3.表列几何公差指焊接件的未注直线度、平面度和平行度公差。
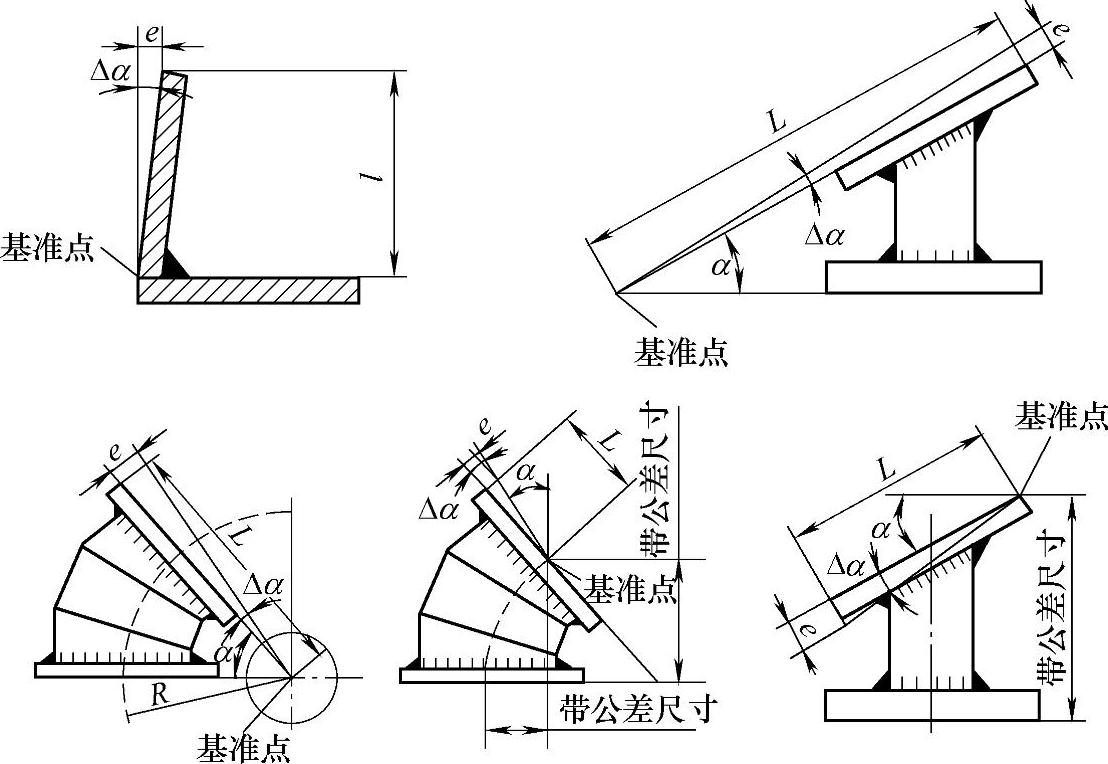
图6-62 角度偏差
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。