



数控折弯机的发展趋势是在控制系统中即可进行折弯的编程。由于零件的折弯特征可以直接根据零件的截面进行表示,因此市场上流行的折弯数控系统大多数是基于二维图形显示的技术。因为板料弯曲加工的编程较为快捷、简便,所以生产中多采用手工编程。基于生产的使用情况,以下以荷兰Delem公司的DA66W数控系统为例,介绍手工编程操作。
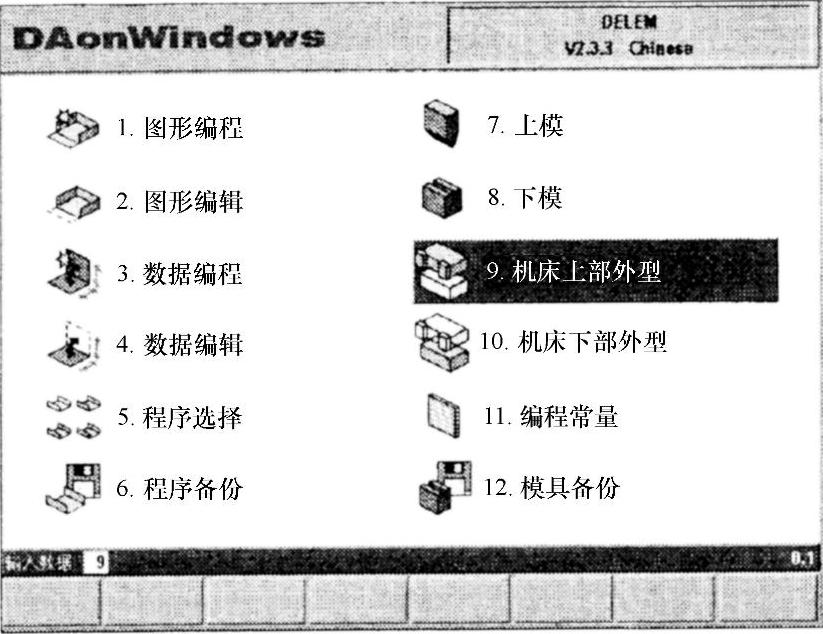
图7-75 编程操作主菜单
1.编程操作的主界面
在生产加工过程中,对不同复杂程度的弯曲加工零件,可选择手动模式或编程模式,其中编程模式应用最为广泛,可用于所有弯曲件的加工,而手动模式一般仅用于单道弯曲构成的折弯件加工,主要用于折弯机的测试和标定。
当选择表7-13中的操作模式时,其主菜单界面如图7-75所示。
编程操作主菜单中内容包括图形编程、图形编辑、数据编程、数据编辑、程序选择、程序备份以及对上下模具的定义等。菜单中的每个项目都可以有以下几种方式来选择:
1)输入菜单的编号后按回车键确认。
2)用箭头按键移动闪亮的光标至所需要的菜单并按回车键确认。
3)用鼠标单击需要的菜单。
菜单上图形编程是指允许在屏幕上绘制需要折弯的工件图并计算折弯工序,操作人员可以根据图样,直接在控制器的显示器和操作面板上将图形输入,并生成折弯工序;图形编辑是指编辑一个已存在的工件图并计算折弯工序,这种情况往往发生在对工件图形的修改或是由外部系统导入一个工件图形的时候;数据编程和数据编辑是进行程序的输入或进行程序的编辑修改,这两种模式的操作方法是一样的;程序选择的功能是从工件库中选中一个程序,即调用程序进行加工;程序备份的功能是写程序到一个备份媒介或从一个备份媒介中读取程序,这个功能是为了便于系统与外部计算机的连接,在应用中操作者经常需要将一些实际操作成熟的程序保存到某个外部存储器中,或导入一些在其他编程系统上编好的程序;上模、下模的功能是用于对上模或下模尺寸的设定,一般该部分内容在机床出厂时便已由生产厂家将与机床同时出售的折弯刀的参数一起进行了设置,操作人员只有在增加新折弯模具时才需进行相关的创建,创建时,可选择从编程操作主菜单中的“上模”开始,上模的外形可以借助于系统里的编程工具来创建;机床上部外形和下部外形是用于定义模具上部机床的外形尺寸以及模具下部工作台尺寸,这对折弯过程中的干涉检查十分重要,该部分内容的创建一般也已由机床生产厂家完成;编程常量是指系统计算单位、系统显示的语言、材料、编程环境等系统参数,如长度单位设置中1表示采用英寸[1]为单位,0表示采用毫米为单位,压力单位设置中1表示单位为吨,0表示单位为千牛等,此外,在生产过程中,还可以通过输入新的校正值来调整或维护校正数据库,以便能被系统编程所调用;模具备份的功能是用于将模具参数和机床外形参数写入到一个备份媒介中或者从一个备份媒介中读取模具参数和机床外形参数。
数控折弯的编程较为简便,并且根据企业不同的钣金加工规模和个人的操作习惯,其编程过程也不相同,如有的企业不经过图形绘制,直接选定数据编程进行各道弯曲数据的输入,而有人则习惯于先绘制图形,再利用系统本身所具有的折弯功能逐步生成程序等。一般采用图形绘制进行数控折弯的编程步骤大致为:先绘制折弯截面图形,然后生成折弯程序。
2.绘制折弯截面图形
系统配备的图形编辑器是一个可视化的产品设计工具,允许用户直接绘制工件外形来生成加工程序。该工具包含机床外形库和模具库,可以快速自动进行折弯工序计算,也可以通过交互式的方式人工指定折弯工序,系统屏幕同时显示工件与模具以及机床上下部之间可能发生的干涉,并计算和显示工件的展开长度。
绘图设计工具可以为一个工件选择最佳的折弯工序,可以帮助用户选择最短的工件生产时间和可能的操作。绘图设计工具的功能如下:
1)使用图形方式绘制工件的二维外形。
2)自动缩放比例。
3)水平和垂直方向的投影尺寸输入。
4)工件展开长度计算。
5)模具尺寸的实时缩放。
6)进行多种机床外形的组合(10种机床上部外形和10种机床下部外形)。
7)工件长度和角度任意更改。
8)具有大圆弧功能。
9)随意增加或删除角度。
10)已有的工件程序可以被复制、修改或作为新程序进行存储。
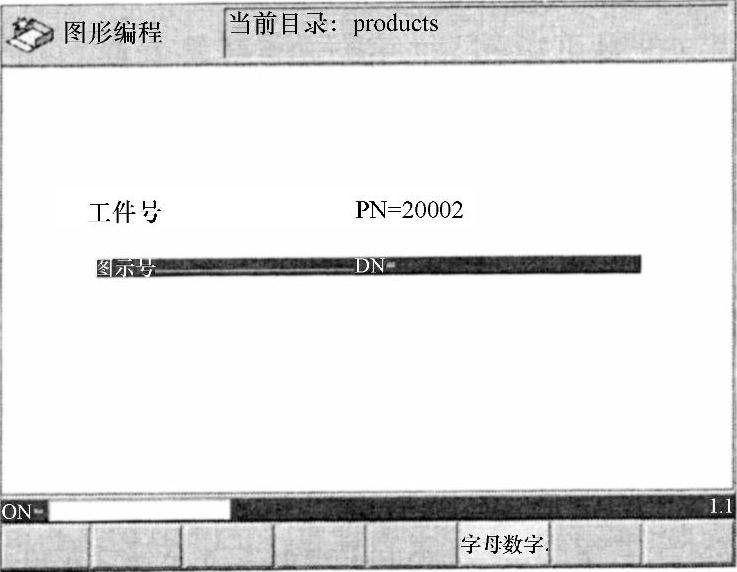
图7-76 编程界面
11)生产用时指示。
12)闭合尺寸或者最高精度边选择。
13)程序连接并进行三维工件的加工。
当需绘制折弯图形时,在图7-75所示的编程操作主菜单下,选择1(图形编程),即可进入图形编程界面(见图7-76)。在该界面下,系统首先要求输入工件号和图号(图样的编号里可以含有字母和数字),如果输入一个已存在的工件号,系统会警告该工件已存在,并会询问是否需要以新的工件替换已存在的工件,如果选择“是”,将删除已存在的工件,如果输入“否”,则系统要求必须输入一个新的工件号。
如果系统上安装了三维设计选件,系统会首先要求用户确认图样设计是按二维还是三维方式。
在编辑方式下,可以为当前工件制作备份,此时会显示一个特殊的功能键“复制工件”。
在完成工件号和图号及加工零件的材料、厚度、板料折弯长度等数据输入后,接下来便是创建工件的折弯轮廓,首先输入工件的基板长度数值,然后输入该条边和与之相邻的下一条边的角度,继续此操作,直到完成工件全部折弯轮廓的输入。图形上的小圆圈显示了当前的位置,使用光标控制键可以在图形上移动小圆圈到另一个位置(角度或长度)。绘制工件轮廓图过程中,绘图软件一直按照相应比例显示工件。在正常操作下,按编程界面提示完成工件数据的输入后,相应的工件截面图形将显示在屏幕上,如图7-77所示。
在二维工件图形的“工件绘图”或“编辑工件”中,每个工件最多可以设定25道折弯(图示编辑)。
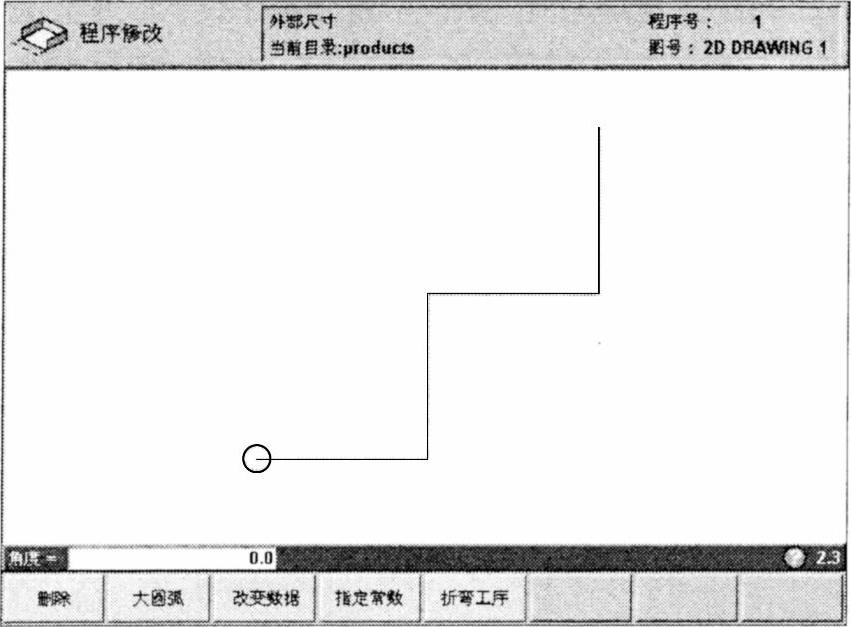
图7-77 图形显示
在绘图的操作过程中,将会使用到机床控制器上的一些箭头键,其功能取决于系统的型号(是二维还是三维功能),具体内容参见表7-15。(https://www.xing528.com)
此外,软按键S1的功能取决于绘图光标的位置:
1)如果光标在线段里,可以插入一个折弯角度,按回车键确认。
2)如果光标定位在一个折弯角上,可以删除该折弯。
3)如果光标在工件的一条结束线上,可以删除该线段。
3.折弯工序
完成工件绘图之后,可按功能键S5选择“折弯工序”模式。折弯工序具有以下功能:
表7-15 图形输入时箭头键的定义
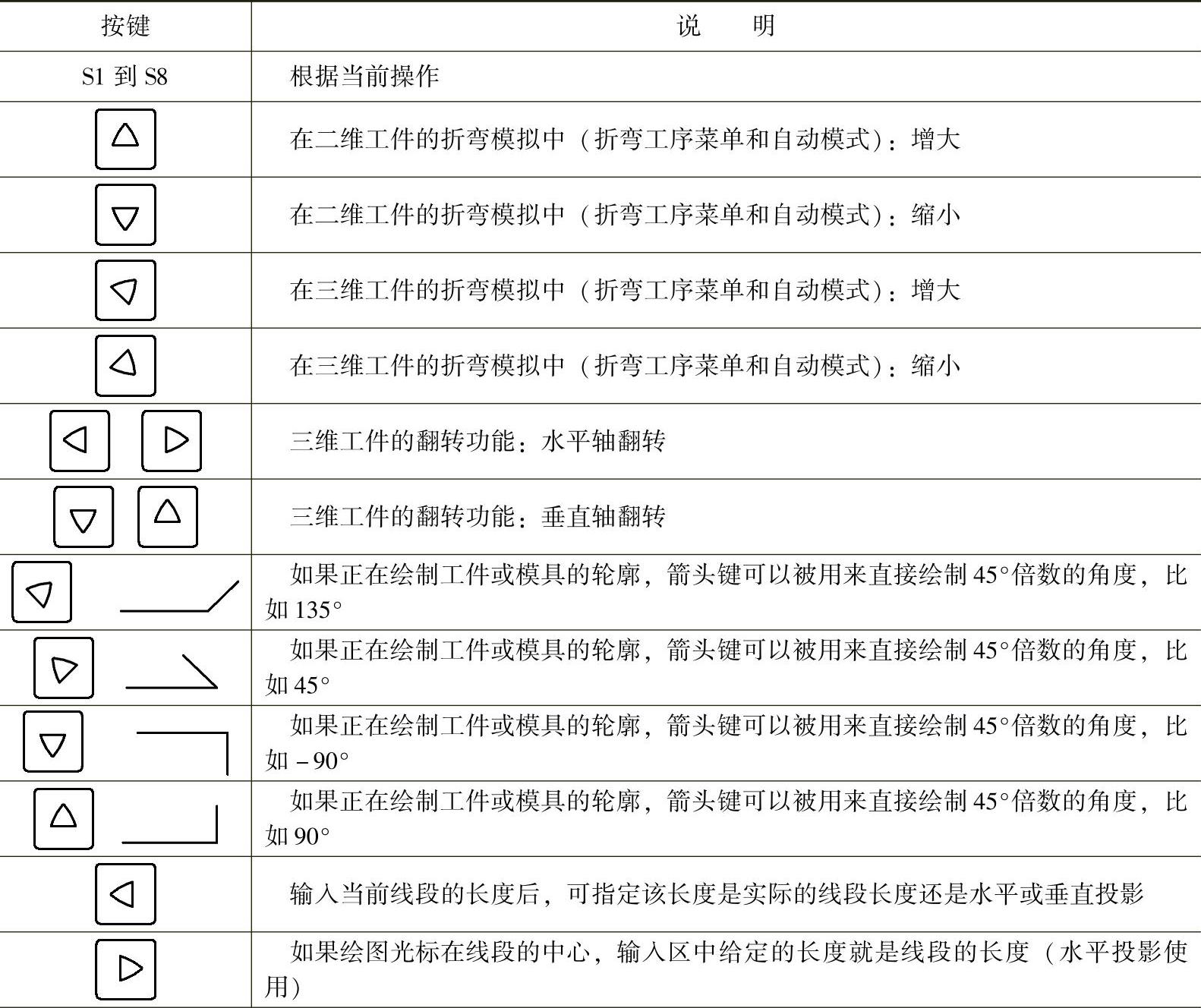
(续)

1)最短生产时间的快速自动计算。
2)交互折弯工序定置。
3)手动折弯工序定置。
4)显示工件、模具、机床之间的干涉。
5)自由选择模具和机床形状。
6)工作节拍和后挡料速度的设定。
7)折弯工序模拟。
8)自由选择r轴位置。
9)图样的后期加工。
进入“折弯工序”模式后,系统会要求用户首先输入机床下部和下模、机床上部和上模的编号,此编号与相应模具库内的编号一致。
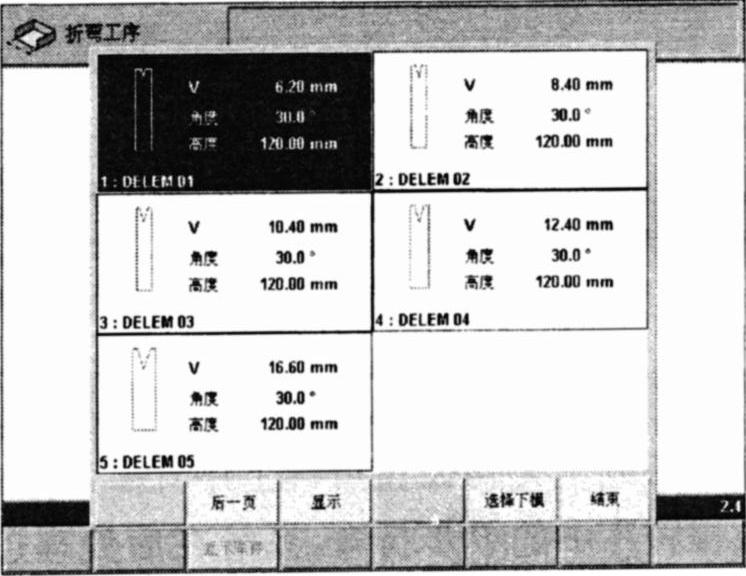
图7-78 折弯模具信息显示
当机床和模具被确定下来后,工件和机床将同时被显示在系统图形界面中,如图7-78所示。图中工件被直接放在上模下面,一般是显示最后一次折弯的位置。在最后一次折弯之前,工件的形状被放置在下模的顶端。系统将进行内部折弯冲突的检查,确定在折弯过程中工件和定位块与模具、机床是否存在干涉。如果没有干涉,系统会在折弯图形上显示一个圆圈,表明该折弯可以进行,没有冲突。
在折弯工序计算时,从最后一次折弯向上到第一次折弯均可以激活。计算将从带“×”号指示的折弯开始,系统允许用户同时计算多种可能的折弯方案。在自动折弯工序计算中,如果按请求中断,系统将放弃当前的计算,一旦计算被中断,计算机通常会给出一个折弯建议,但它可能不是最优化的方案。当决定了折弯工序后,对应的CNC程序可以进行计算并储存,这个过程被称作为后置处理。后置处理完成后,工件展开长度会在系统界面上显示出来。后置处理程序可进行如下计算:
1)自动计算所有参数。
2)根据机床设定,调整相关参数,如y轴位置、卸荷距离、x轴位置、轴退让距离、轴开口距离及r轴位置。
此外,在折弯加工工序中,系统同时还提供了浏览折弯的概览图,以便于进行可视检查。概览图可以通过上、下光标键进行缩放,功能键S7和S8可放大或缩小显示在屏幕中的图像(最小为4,最大为25)。通过功能键S7和S8,还可增加或减少在一个屏幕上显示的图形数量(最小为4,最大为25)。
在折弯工序总览图中,可以通过简单地移动一个折弯到另一位置来改变折弯的顺序,这种情况一般是操作者根据自己的经验,对系统自动计算进行的修改编辑。在系统上按“移动折弯”按钮,首次折弯的编号将高亮度显示。用箭头键移动光标至需要移动的折弯图的位置上,当前的折弯图形以高亮显示时,按回车键即可选中该折弯工序,并可以移动该折弯到所需的工序位置。在到达正确位置后,按回车键确认,即可完成折弯工序的调整。在工序图上,哪些模具被显示,取决于提示在折弯工序界面上的类型,如上模、下模,机床上部还是下部。
折弯工序里的两个折弯可以互换位置。按“交换折弯”按钮,移动光标至一个所要的折弯,按“交换”按钮或者按回车,然后移动光标到需要互换的折弯,按回车或“互换”按钮,此时折弯的互换便完成了。如果因为任何原因需要取消操作,在操作过程中随时按软按键“中止互换”即可。
每次折弯时,操作者均可以从数据库中选择已有的机床外形和模具,所显示的序号是目前被选中的模具和机床外形在数据库中的序号。正确输入新的编号后,将选择另一个模具或机床外形,并被直接显示在屏幕上。使用回车键,可以在上下模、机床上部和机床下部编号之间切换。
还有可能根据机床外形改变上下模具的方向,此时模具代号必须被编为负数。如图7-79a所示上模,若编号为1,则图7-79b所示上模编号则应为-1。
折弯加工过程中,需要翻转工件以便适应不同工序的折弯要求。在数控系统屏幕左下角显示了折弯工序的每步翻转图示,操作者可以根据图形判断下一步折弯是否需要翻转板材,如图7-80所示。
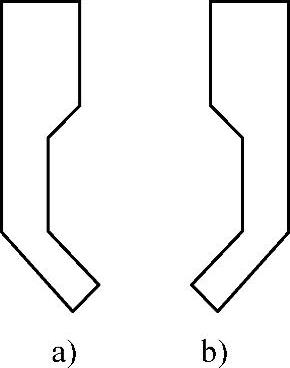
图7-79 模具方向改变
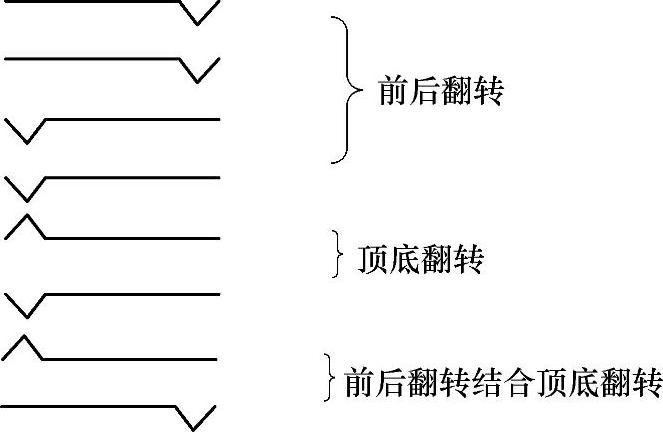
图7-80 板材翻转的图形提示
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。