



攻螺纹,就是用丝锥在孔内切削出内螺纹。如图5-7所示为丝锥,丝锥由工作部分和柄部组成,工作部分又包含切削部分和校准部分。丝锥用碳素工具钢或高速钢制造,并经淬火处理,是标准刀具。
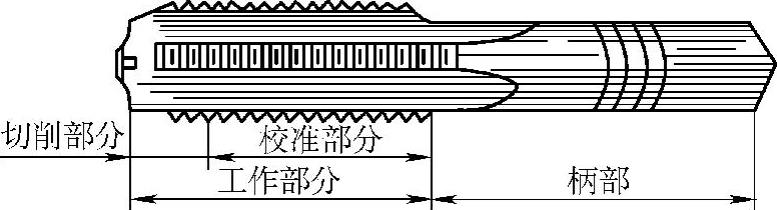
图5-7 丝锥
丝锥可分为手用丝锥、机用丝锥和管子丝锥三种。手用和机用丝锥均有粗牙、细牙之分。为完成攻螺纹的辅助工具有攻螺纹扳手。
1)手用丝锥。攻较小的通孔螺纹时,可以用头攻丝锥一次攻成。当螺孔尺寸较大或是盲孔时,为减轻攻螺纹时的切削力,宜采用成组丝锥加工。手用丝锥通常由两把或三把组成一组。通常M6~M24的丝锥为两把一组;M6以下及M24以上为三把一组;细牙丝锥均为两把一组。使用时,顺序使用头攻、二攻和三攻。
2)机用丝锥。装在机床上,靠机床运动来攻螺纹。常用一把丝锥完成攻螺纹。但当工件直径较大或加工硬度高且韧性好的材料或盲孔时,应采用成组丝锥依次加工。
3)攻螺纹扳手也叫绞杠,手工攻螺纹时使用。又分为普通式(图5-8a)和丁字式(图5-8b)。(https://www.xing528.com)
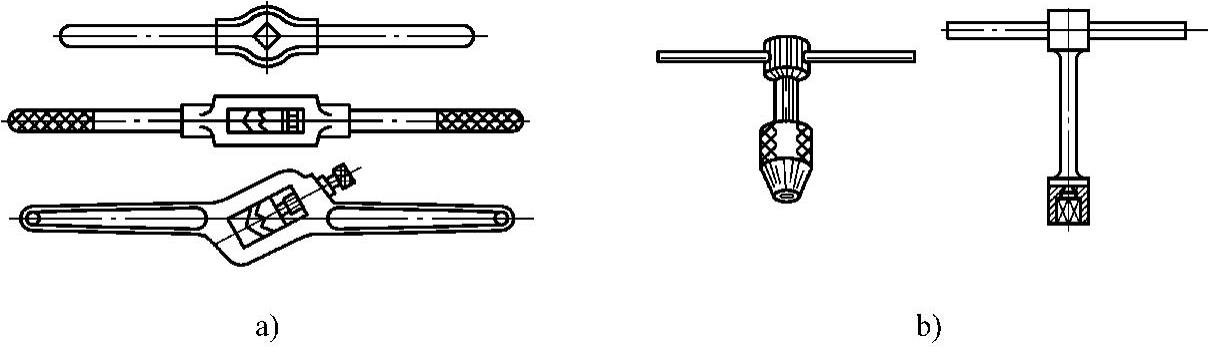
图5-8 攻螺纹扳手
攻螺纹前首先要加工与之对应直径的螺纹底孔,如果螺纹底孔直径过小,攻螺纹时,丝锥对金属既有切削作用又有挤压作用,造成丝锥损坏和折断;直径过大,又会使攻出的螺纹不足,而成废品。盲孔攻螺纹时,除了螺纹底孔直径的要求外,深度也有一定的要求,由于丝锥切削刃部分攻不出完整的螺纹,所以,钻孔深度应超过所需的螺纹孔深度。钻孔深度是螺纹深度加上螺纹孔外径的0.7倍。其次,孔口用90°锪钻倒角,使倒角的最大直径和螺纹的公称直径相等。这样,丝锥容易切入,最后一道螺纹也不至于在丝锥穿出来时崩裂。接着选择合适的扳手和丝锥,先用头攻攻螺纹,粗攻出螺纹,操作时要尽量把丝锥放正,两手用力要轻而均匀,以适当的压力和扭力把丝锥切入孔内,当切入1~2圈时,再仔细观察和校正丝锥的位置。可用肉眼观察或用角尺检查丝锥的垂直度,一般在切入3~4圈时,丝锥已正确导入孔内,此时可不必再使用压力,只施加扭力攻螺纹即可,然后,继续用二攻或二攻、三攻丝锥修光螺纹。

图5-9 精孔钻的几何形状
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。