



刨削(插削)加工是以单刃刀具——刀具相对于工件作直线往复运动形式的主运动,工件作间隙性移动进给的切削加工方法。
1.加工机床分类
牛头刨床、龙门刨床是常用的刨削设备。插削所用的设备主要是插床。
2.刨削(插削)加工
刨削加工是常用的一种加工方法,主要用于模具零件外形的粗加工、半精加工,它可以加工平面、斜面、垂直面、曲面、台阶面、燕尾槽、T形槽、V形槽、方孔、齿轮、齿条,以及孔内表面等。
插削加工主要加工孔内键槽等。
牛头刨床加工中小型模具零部件,龙门刨床主要加工大型模具零部件,龙门刨床除了可以加工直平面以外,还可以加工斜面。在加工斜面时,水平进刀和垂直进刀可以同时进行。在精度高、刚性好的龙门刨床上也可以用宽刃刨刀作细刨以代替刮研。
3.刨削加工工艺特点
1)加工质量中等。一般来说,刨削加工的切削速度低,有冲击和振动现象,加工质量一般,但是,刨床通用性好,换刀方便,可以在一次装夹中加工几个不同的表面,用机床精度保证加工表面之间的位置精度。另外,刨削大平面时无接刀痕,表面质量较好,用宽刃细刨的由口工方法,可以达到相当高的精度和相当好的表面质量。
2)生产率低。刨削时的直线往复运动,不仅限制了切削速度的提高,而且空行程又显著降低了切削效率。因此,刨削加工生产率较低。
3)加工成本较低。刨床结构简单,调整方便。刨刀制造、刃磨容易,因此,刨削加工成本较低。
4.模具零件刨削加工应用
刨削加工由于灵活简便,在模具加工中主要用于板块外形面、斜面及各种形状复杂的表面,刨削加工的精度可达IT10,表面粗糙度Ra为1.6μm。
(1)平面的刨削
对于较小的工件,常用平口钳装夹,对于大而薄的工件,一般是直接安装在刨床工作台上,用压板压紧。对于较薄的工件,在刨削时还常采用撑板压紧,如图6-9所示。其优点是便于进刀和出刀,可避免工件变形,夹紧可靠。撑板如图6-10所示。
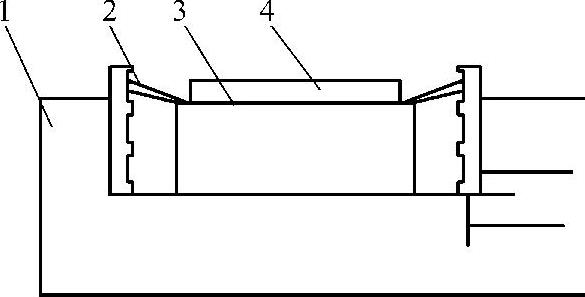
图6-9 用撑板装夹(https://www.xing528.com)
1—虎钳 2—撑板 3—垫板 4—工件
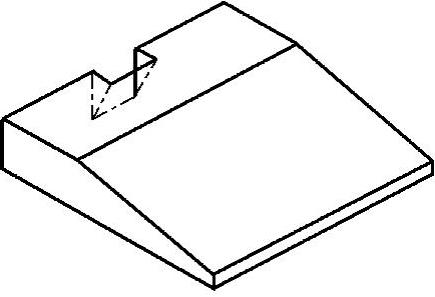
图6-10 撑板
(2)斜面的刨削
斜面刨削时,可在工件底部垫入斜垫块使之倾斜。斜垫块是预先制成的一批不同角度的垫块,使用时还可用两块以上不同角度的斜块组成斜垫块组。另外,刨削斜面还可以倾斜刀架,使滑枕移动方向与被加工斜面方向一致。刨削时采用手动进给将斜面刨出。
(3)曲面的刨削
刨削曲面时,刀具没有一定的位置,它随曲面的形状作相应的变化,用合成动作加工出各类曲面。
曲面刨削有以下几种方法。
1)按划线刨削法。这种方法最常用,特别适合单件生产,其加工简单,但要求具有一定的操作技术。用该法加工曲面表面粗糙,刨后应修光表面。
2)成形刀具刨削法。用与曲面弧形相同的成形刨刀刨削曲面,加工后其表面粗糙度Ra可达6.3~3.2μm,用于一定批量的生产。缺点是只能刨削小面积曲面。当曲面的面积较大时要分段刨削,生产效率低,且精度不高。
3)机械装置刨削法。这种方法能得到较好的精度,加工质量稳定,适用于大批量生产。
如图6-11所示。为刨削成形面的例子,加工时要使用圆弧面刨削装置。转动手轮1,蜗杆2带动蜗轮3旋转,使刀杆4转动,刨刀到蜗轮的转动中心的距离为圆弧半径。
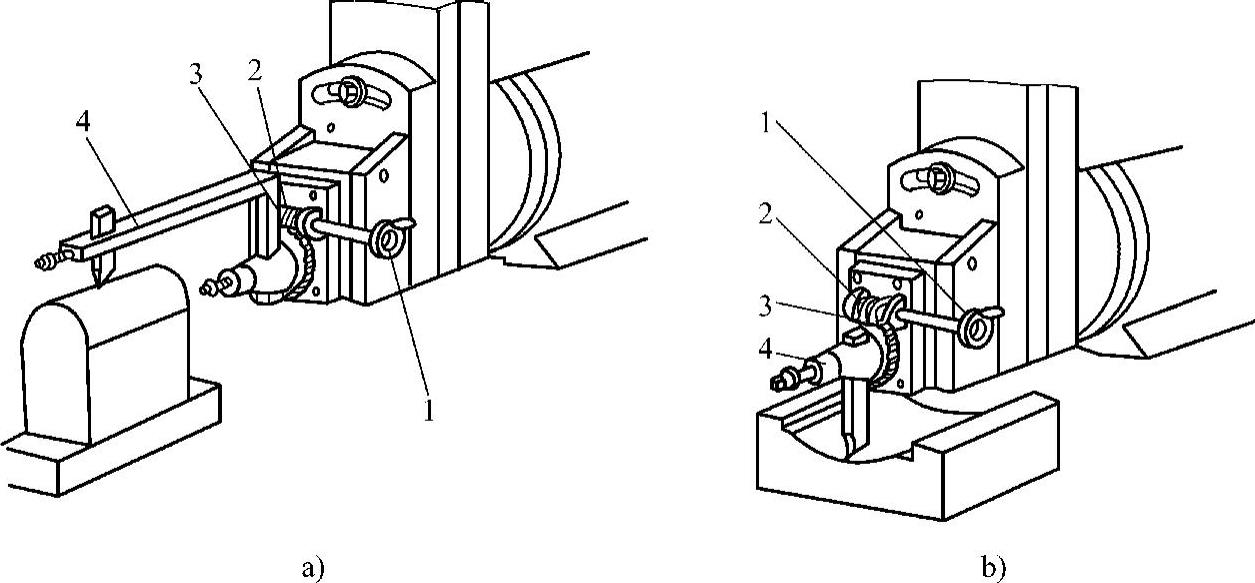
图6-11 刨削加工示意图
a)刨凸形面 b)刨凹形面 1—手轮 2—蜗杆 3—蜗轮 4—刀杆
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。