



如图12-11a所示为压入法,压入法是过盈零件间常用的固定连接方法之一,定位配合部位采用H7/m6、H7/n6或H7/r6配合,适用于冲裁板厚t≤6mm的冲裁凸模与各类模具零件。利用台阶结构限制轴向移动时,应注意台阶结构尺寸,H>ΔD,ΔD≈1.5~2.5mm,H=3~8mm。
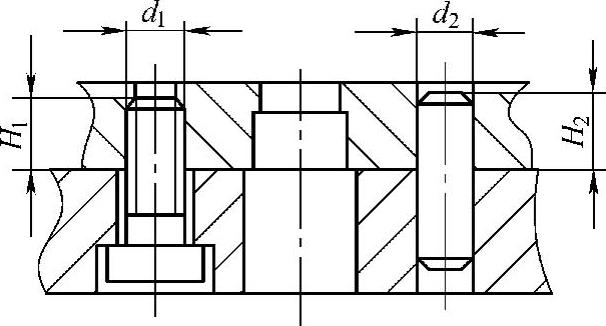
图12-8 螺钉—定位销紧固式
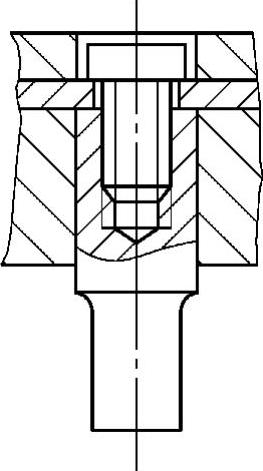
图12-9 螺钉吊装固定式
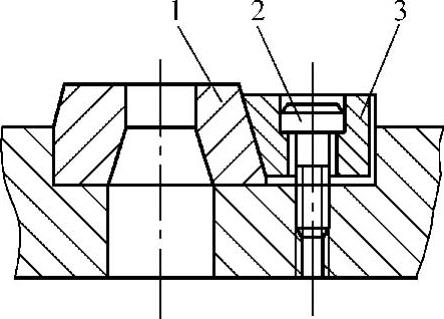
图12-10 斜压块紧固式
1—凹模 2—螺钉 3—斜压板
它的优点是牢固可靠,拆装方便;缺点是对被压入的型孔尺寸精度和位置精度要求较高,固定部分应具有一定的厚度,加工成本高。
如图12-11b所示为压入装配过程图,将凸模固定板型孔台阶向上,放在两个等高垫铁上;将凸模工作端向下放入型孔对正,用压力机慢慢压入;要边压入边检查凸模垂直度,并注意过盈量、表面粗糙度、导入圆角和导入斜度;压入后凸模台阶端面与固定板型孔的台阶端面相接触,然后将凸模尾端磨平。
注意:在压入时结合面的过盈量、表面粗糙度应符合要求;其压入部分应设有引导部分(引导部分可采用小圆角或小锥度),以便压入顺利;压入时最好在手动压力机上进行,要将压入件置于压力机中心;压入少许时即应进行垂直度检查,压入至3/4时再作垂直度检查,即应边压边检查垂直度。首次压入量不要超过3mm。
3.铆接法(https://www.xing528.com)
如图12-12所示。铆接法主要适用于冲裁板厚t≤2mm的冲裁凸模和其他轴向拉力不太大的零件。凸模和固定板型孔配合部分保持0.01~0.03mm的过盈量,铆接端凸模硬度≤30HRC,固定板型孔铆接端周边倒角C0.5~C1。
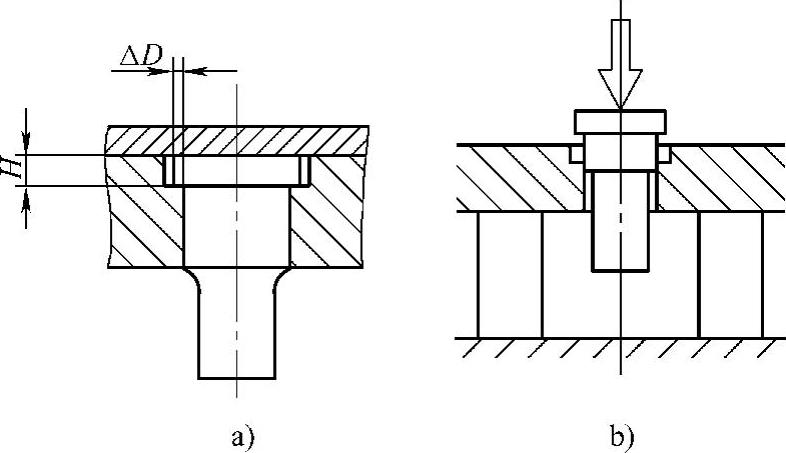
图12-11 压入法
a)压入法 b)压入装配过程图
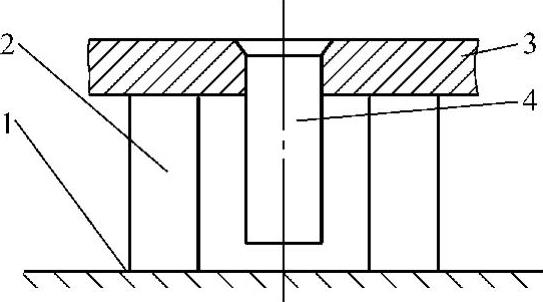
图12-12 铆接法
1—平板 2—等高垫块 3—凸模固定板 4—凸模
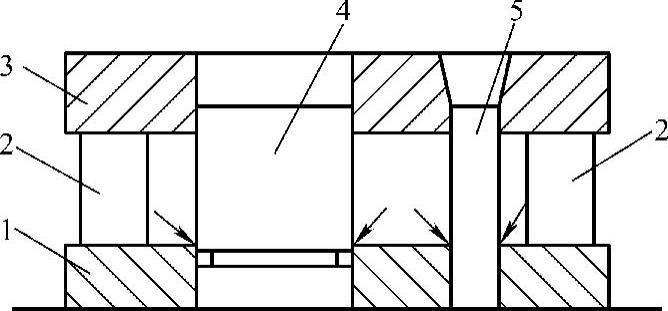
图12-13 挤紧法
1—固定板 2—等高垫铁 3—凹模 4,5—凸模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。