



【摘要】:因为这样既可以准确确定穿丝孔的加工位置,又便于计算轨迹的坐标,但是这种方法切割的无用行程较长,因此只适合中、小尺寸的凹形工件使用。在切割凸模类工件时,穿丝孔应设在加工轮廓轨迹的拐角附近,这样可以减少穿丝孔对模具表面的影响或便于进行修磨。如果穿丝孔精度要求不高,则只需要进行一般的加工即可。图1-11 穿丝孔的位置及直径
(1)穿丝孔的作用
许多模具制造在切割凸模类外形工件时,常常直接从材料的侧面切入,在切入处产生缺口,残余应力从缺口处向外释放,易使凸模变形。为了避免变形,在淬火前先在模坯上打穿丝孔,孔径为3~10mm,待淬火后从模坯内对凸模进行封闭切割,可以使模坯保持完整,从而减少变形。
(2)穿丝孔的位置和直径
在切割凹模类工件时,穿丝孔最好设置在凹形工件的中心位置。因为这样既可以准确确定穿丝孔的加工位置,又便于计算轨迹的坐标,但是这种方法切割的无用行程较长,因此只适合中、小尺寸的凹形工件使用。大孔的凹形工件加工,穿丝孔可设定在起割点附近,且可以沿着加工轨迹多设置几个,以便在断丝后就近穿丝,减少进刀行程。在切割凸模类工件时,穿丝孔应设在加工轮廓轨迹的拐角附近,这样可以减少穿丝孔对模具表面的影响或便于进行修磨。同理,穿丝孔的位置最好选在已知坐标点或便于计算的坐标点上,以简化计算。如图1-11所示,穿丝孔的直径不宜太大或太小,以钻或镗孔工艺方便为宜,一般选在1~8mm范围内,孔径选取整数为好。
(3)穿丝孔的加工(https://www.xing528.com)
由于很多穿丝孔要作为加工基准,穿丝孔的位置精度和尺寸精度要等于或高于工件的精度。因此,要求穿丝孔在较精密坐标工作台的机床上进行钻铰、钻镗等较精密的加工。如果穿丝孔精度要求不高,则只需要进行一般的加工即可。
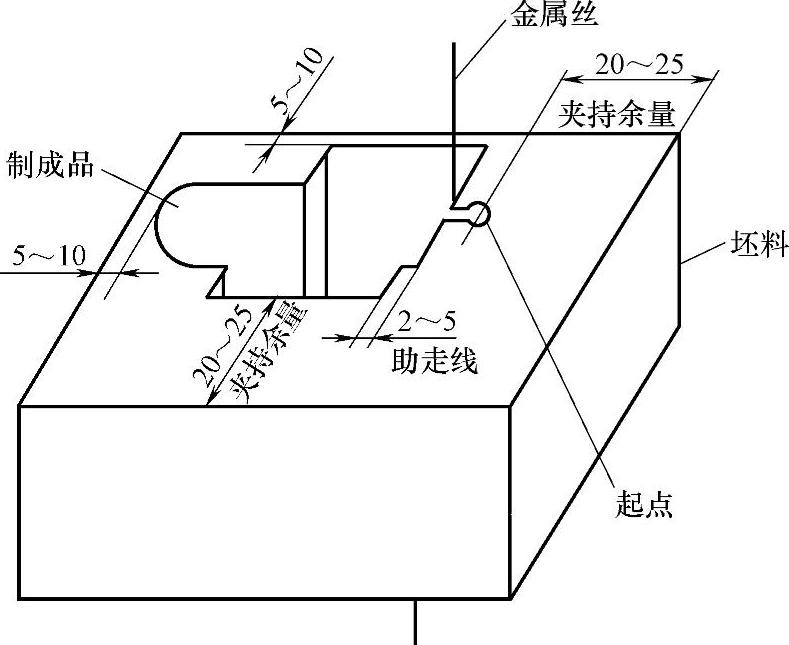
图1-11 穿丝孔的位置及直径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。