



镁合金疲劳裂纹的产生与择优取向晶粒的滑移有关,并且还常常与显微疏松的存在有关。对纯镁来说,晶界对裂纹取向的影响比滑移的影响更为强烈。
疲劳裂纹扩展是由解理面裂纹促成的,在镁这样的密排六方晶体结构中这是很常见的。裂纹继续扩展的微观机理可以是脆性的或延性的,并且可以是穿晶裂纹或晶界裂纹,这取决于冶金组织和环境条件的影响。
1.表面条件的影响
高循环次数疲劳强度主要受表面条件的影响。尖锐的切口、小半径刀口、微振磨损和腐蚀比化学成分的变化或热处理更容易降低疲劳寿命。例如,用机加工的方法去除较粗糙的铸造表面可改善铸件的疲劳性能(见图3-72)。
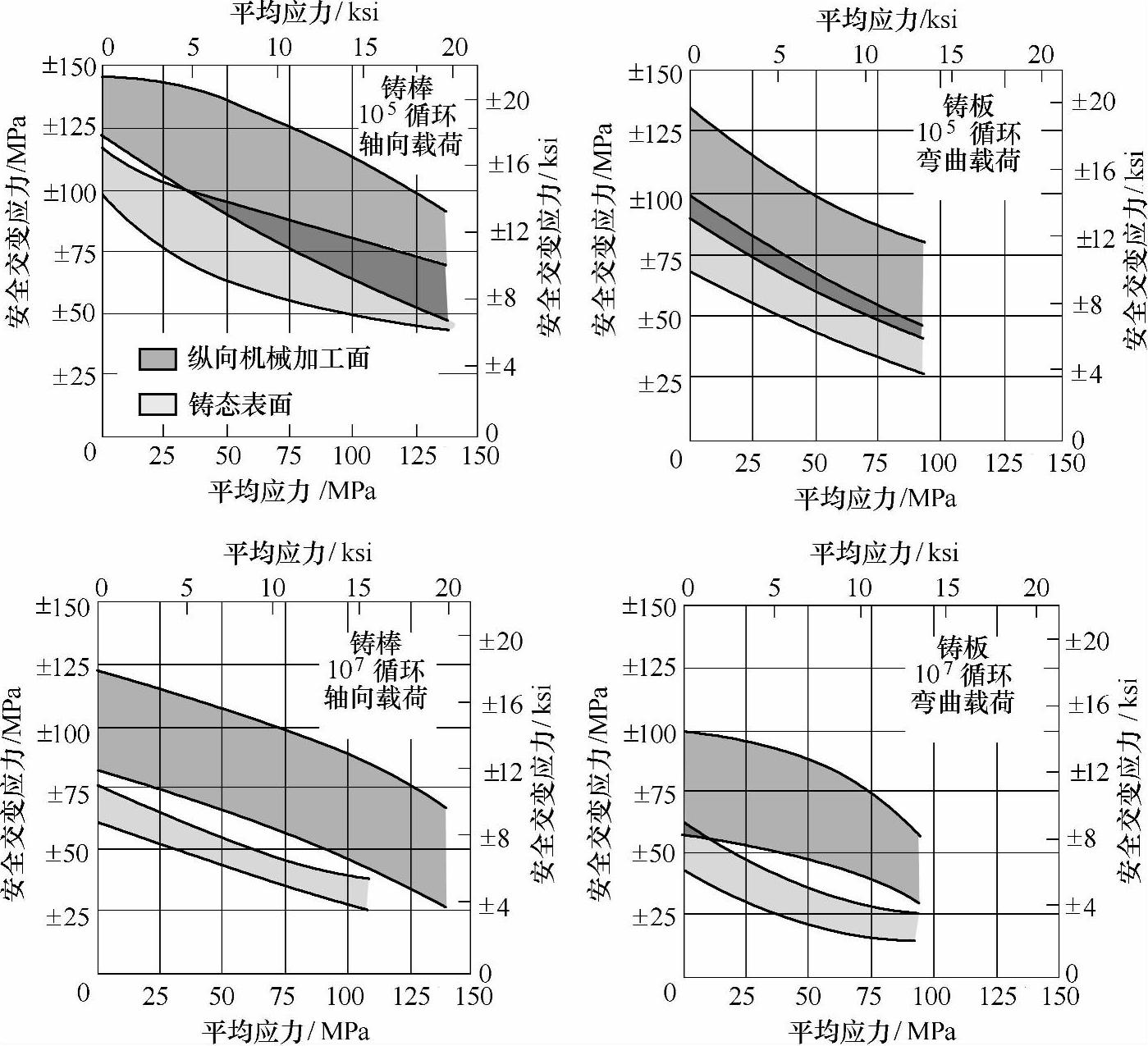
图3-72 表面条件对铸造镁-铝-锌合金疲劳特性的影响
当疲劳是设计中的支配因素时,应尽一切努力减小应力集中的严重程度。在凹角处采用圆弧并使截面变化平缓可增加疲劳寿命。应当消除两处应力集中部位的影响相互重叠的现象。采用有利于延长工作寿命的应力分布可以进一步改善疲劳强度。采用滚压或喷丸处理法对要害部位表面进行冷加工从而获得适当的塑性变形,可产生表面残余压缩应力并延长疲劳寿命。圆角处的表面滚压对提高疲劳抗力尤其有益,因为圆角处的应力通常高于其他位置的应力。在表面滚压时,要对辊子的尺寸、形状、进给量及压力进行控制,以获得适当深度(0.25~0.38mm)的塑性变形层。在所有的表面加工过程中必须注意避免出现表面裂纹,因为它将造成疲劳寿命的缩短。例如,如果使用喷丸处理法,所用喷丸必须圆滑;使用破碎的球丸或粗砂可造成表面裂纹。
2.试验参数的影响
像其他合金一样,一些试验参数也影响镁合金的疲劳强度,例如,有切口试样和增加R比值都会减小弯曲疲劳强度(见图3-73),零件尺寸的增加也会减小弯曲疲劳强度。(https://www.xing528.com)
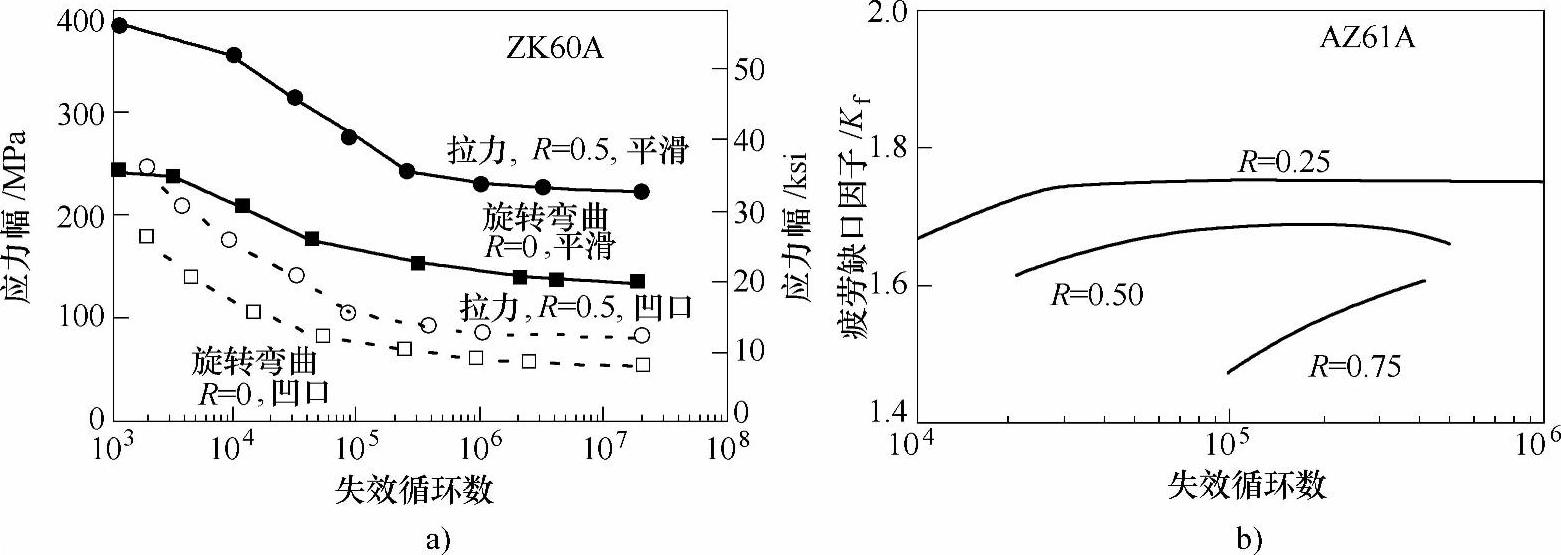
图3-73 应力比和切口对两种镁合金疲劳特性的影响
a)ZK60的旋转弯曲和拉伸-压缩(S-N)曲线
b)具有不同缺口因子的AZ61A的疲劳寿命
一般来说,铸件较厚的部位有较大的显微疏松,因而其疲劳强度较低;粗挤压棒(直径大于75mm)和大锻件疲劳强度也会降低,而切口敏感性却会增加。疲劳强度还受试样尺寸的影响(见图3-74),因为较大的试样为裂纹的形成提供了更大的表面积。
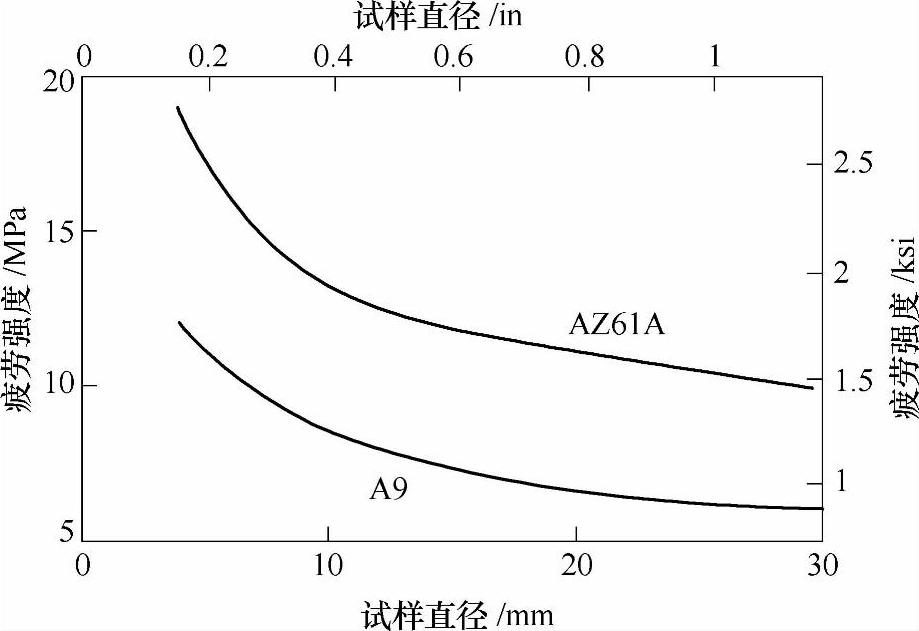
图3-74 试样尺寸对镁合金疲劳强度的影响(光滑的旋转试样
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。