



1.机械镀锌工艺
传统的机械镀锌也就是通常所指的机械镀锌,其定义为:在常温常压下利用物理、化学吸附沉积和机械碰撞使金属锌粉在工件表面形成镀层的表面处理工艺。20世纪80年代在发达国家,20世纪90年代在我国,机械镀锌工艺进入工业生产。常见的工艺流程为:工件脱脂、除锈,预镀铜后与玻璃丸和水装入镀筒,然后根据预定的镀锌层厚度加入保持性活化剂、锌粉和沉积性活化剂,随着镀筒的转动,锌粉在工件表面上沉积并逐渐形成镀层。工艺中一般是采用柠檬酸、柠檬酸铵、酒石酸等有机酸和它们的盐作为保持性活化剂的主原料;亚锡盐作为沉积活化剂促进锌粉在工件表面上沉积[45]。在镀锌过程中适当的加入硫酸保持镀液的pH值为1~2,形成一个酸性的活性环境。上述工艺在生产中往往出现上锌速度慢,锌粉使用率低,镀液pH值易随锌粉的加入而升高,镀层表面粗糙,镀层厚时(>40μm)会出现镀层片状脱落等不正常的现象,严重时无论加入多少锌粉都难以得到厚镀层。主要原因可能为:①保持性活化剂的活性和稳定性较差,在镀锌过程中不能始终保持一定的活化力度;②亚锡盐水解形成的锡离子促使锌粉在溶液中聚团,当这种作用过强时锌粉团在工件上沉积出较粗糙的镀层,镀层的锡含量高,造成镀锌成本明显增加;③预镀铜处理对镀层结合强度影响的作用机理尚不清楚,厚镀层时(40μm以上)易脱落。后来,随着机械镀锌的发展,国内外的机械镀锌工艺经不断完善出现了柠檬酸(或柠檬酸盐)系列和少锡盐沉积系列。
2.镀层形成原理
关于传统机械镀锌的形层机理国内外都没有深入的研究,国外学者认为机械镀锌的机理是“冷焊”(Cold welding),而对于机械镀锌过程的冷焊研究及描述并未给出详细的解释[46]。经文献检索,有关双金属冷焊结合的理论假设或解释有七八种之多[47-49]。本书在长期的研究中发现机械镀锌层的形成过程发生着复杂的化学反应[50],但因为机械镀锌镀筒内物料环境的复杂性导致镀层形成过程化学反应的研究难度较大,关于此部分的研究分析也正是本书的主要内容之一。
3.机械镀锌设备
机械镀锌所用设备包括主设备和辅助设备(见图1-7),主设备以完成金属粉末在工件基体表面上沉积成层为主要功能,在工作过程中提供机械碰撞力和使混合料液形成合理的流态。
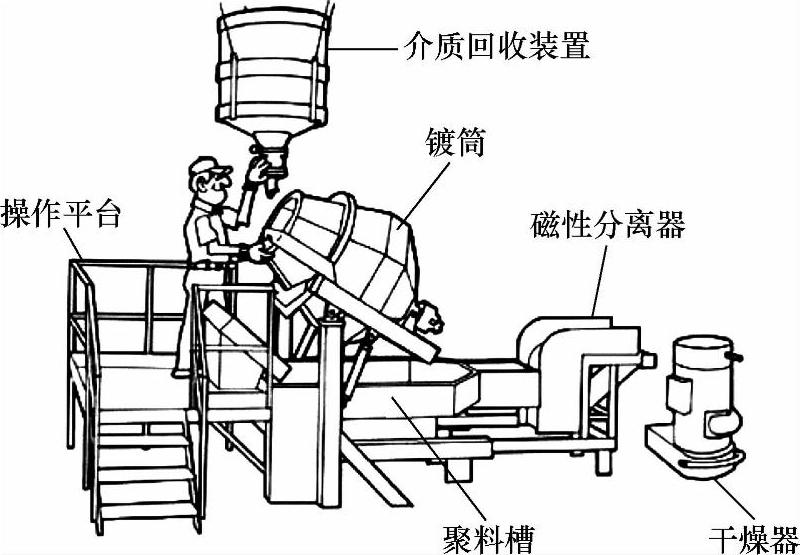
图1-7 机械镀典型设备原理图
注:选自http://www.mechanicalplating.com.
辅助设备用来完成工件和玻璃丸的装卸,锌粉和药剂的加入,工件、玻璃丸和浆液的分离,镀后工件的干燥和镀前、镀后处理,以及工件、玻璃丸的输送。它们可以与主设备连为一条全自动生产线,也可以从投资考虑用人工代替。
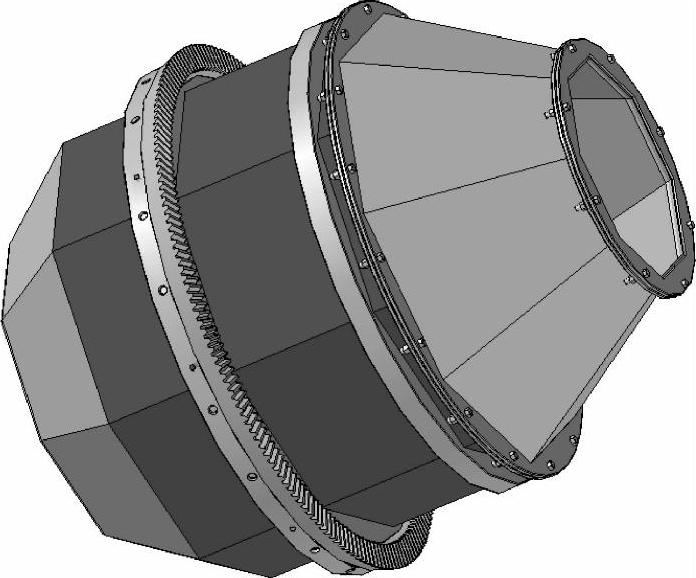
典型的机械镀锌工艺是把经过预处理的工件放入机械转动的镀筒中,加入水和冲击介质(玻璃丸),转动镀筒形成一个具有碰撞和搓碾作用的流态环境,根据预定的镀层厚度加入金属粉和药剂,在化学药剂和机械碰撞的共同作用下使工件的表面获得镀层,所以转动的镀筒是机械镀锌设备的主要组成。机械镀锌发展至今,镀锌设备先后出现了简易“跷跷板”型、半自动化型、PLC控制自动化型、机械式主机型、机械-液压复合式主机型,但镀筒的形状变化不大,均为六角或八角的开口橄榄球形(见图1-8)。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-8 典型机械镀设备镀筒模型图
4.机械镀锌工艺特点及应用
(1)机械镀锌工艺的特点
1)镀层不产生氢脆 机械镀锌可以完全消除氢脆或把氢脆的危险性降到最低程度。机械镀锌过程不需要电流,虽然在镀层形成过程中也有氢气产生,但因为镀层中存在有微孔,氢气不会在镀层中长时间滞留。
2)镀层厚度容易调控 机械镀锌层的厚度可以根据需要通过加料量控制,生产中可依工件的防腐蚀要求选择适合的厚度,实现防腐功能与生产成本的合理控制。
3)可实现清洁生产 机械镀锌所用原料无毒性,全过程在室温下进行操作;工艺用水可以做到全部循环使用,无溅洒和溢、漏的情况;生产中不会产生热浸镀时因高温造成的燃烧烟尘、有害气体、金属蒸气和助镀剂挥发出的氯化氢、氨气等,也没有电镀时电解槽上方有害气体的挥发,操作环境较好。因此,机械镀锌是切实可行的清洁生产技术[51]。
4)成本低 机械镀锌操作方便,设备简单,投资少,见效快。在加工成本上与电镀锌相比,当镀层厚度小于12.5μm时,电镀比机械镀稍占优势,但相差不大;随着镀层厚度的增加,机械镀锌的优势逐渐表现出来,当厚度达30μm时,电镀与机械镀的成本之比约为1.8∶1[52]。
(2)机械镀锌工艺的应用 一般长度小于300mm,质量小于0.5kg的工件适合于机械镀锌,再大些的工件虽然也可以加工,但会因装载量少而增加生产成本。带有盲孔和深凹槽的工件不适合于机械镀锌。适用于机械镀锌的金属制件包括射钉、环链、螺栓、螺母、垫片、装载机械五金、通信线路五金、航空五金、汽车五金等。另外,还有一些用热浸镀锌难以加工的小件也正在逐渐采用机械镀锌。
适用于机械镀锌的金属基体包括:碳素结构钢、低合金高强度钢、合金结构钢、弹簧钢、可锻铸铁、灰铸铁、粉末冶金件、黄铜铸件、青铜铸件、烧结铜件等。
本书所阐述的机械镀锌即为传统的机械镀锌,即前面提及的湿法机械镀锌,在本书各章节中均以机械镀锌提及。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。