



加工图2-12所示的平面“大头娃”零件,因零件的外形像一个“大头娃”而得名,工件的有效厚度为25mm,各点坐标在图上已标出,内轮廓处(E点)最小圆角半径按铣刀半径处理,轮廓表面粗糙度按Ra12.5μm加工,其余为不加工。试编写加工程序。
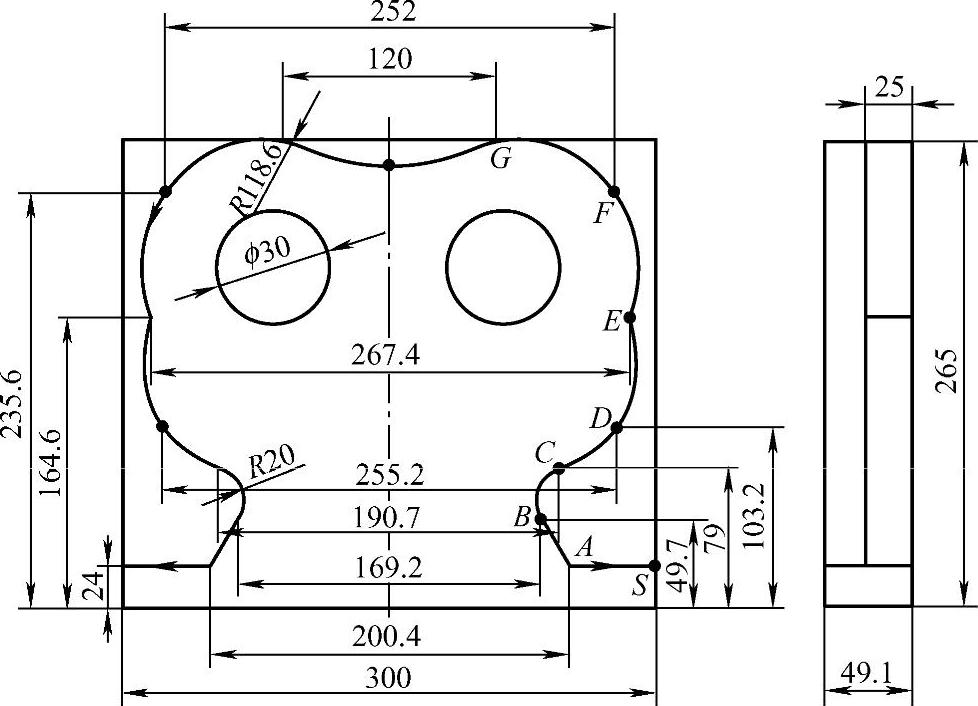
图2-12 平面“大头娃”零件
1.题意分析
从图上要求看出,“大头娃”零件的“面部”轮廓曲线分别由几段圆弧与直线组成,其中C、D、E三点构成一段圆弧,E、F、G三点构成一段圆弧,按IJK方式或半径R方式编程都很困难,因为要计算I、J、K坐标值或半径R。φ30mm孔为设计基准,若直接采用“三点定圆”的方式编程就方便多了。
2.装夹方案
根据零件的结构特点,加工“大头娃”零件轮廓时,以工件底面为定位基准(必要时可设工艺孔),采用螺旋压板机构夹紧。压板直接压在矩形的非加工部位。
3.铣刀类型及参数的选择
铣刀应与工件表面形状与尺寸相适应。“大头娃”为平面轮廓零件,可采用立铣刀加工,选择铣刀参数时主要考虑零件加工部位的几何尺寸和刀具的刚性等因素。现选直径为φ12~φ18mm的立铣刀。如图2-13所示,图2-13a所示为玉米铣刀,图2-13b所示为螺旋齿立铣刀,图中的L为刀具全长,l为切削刃长度(刃长),L−l为刀具有效长度。粗铣时,铣刀直径要小些,因为粗铣切削力大,选小直径铣刀可减小切削扭矩。精铣时,铣刀直径要大些,尽量包容工件整个加工宽度,以提高加工精度和效率,并减小相邻两次进给之间的接刀痕迹。(https://www.xing528.com)
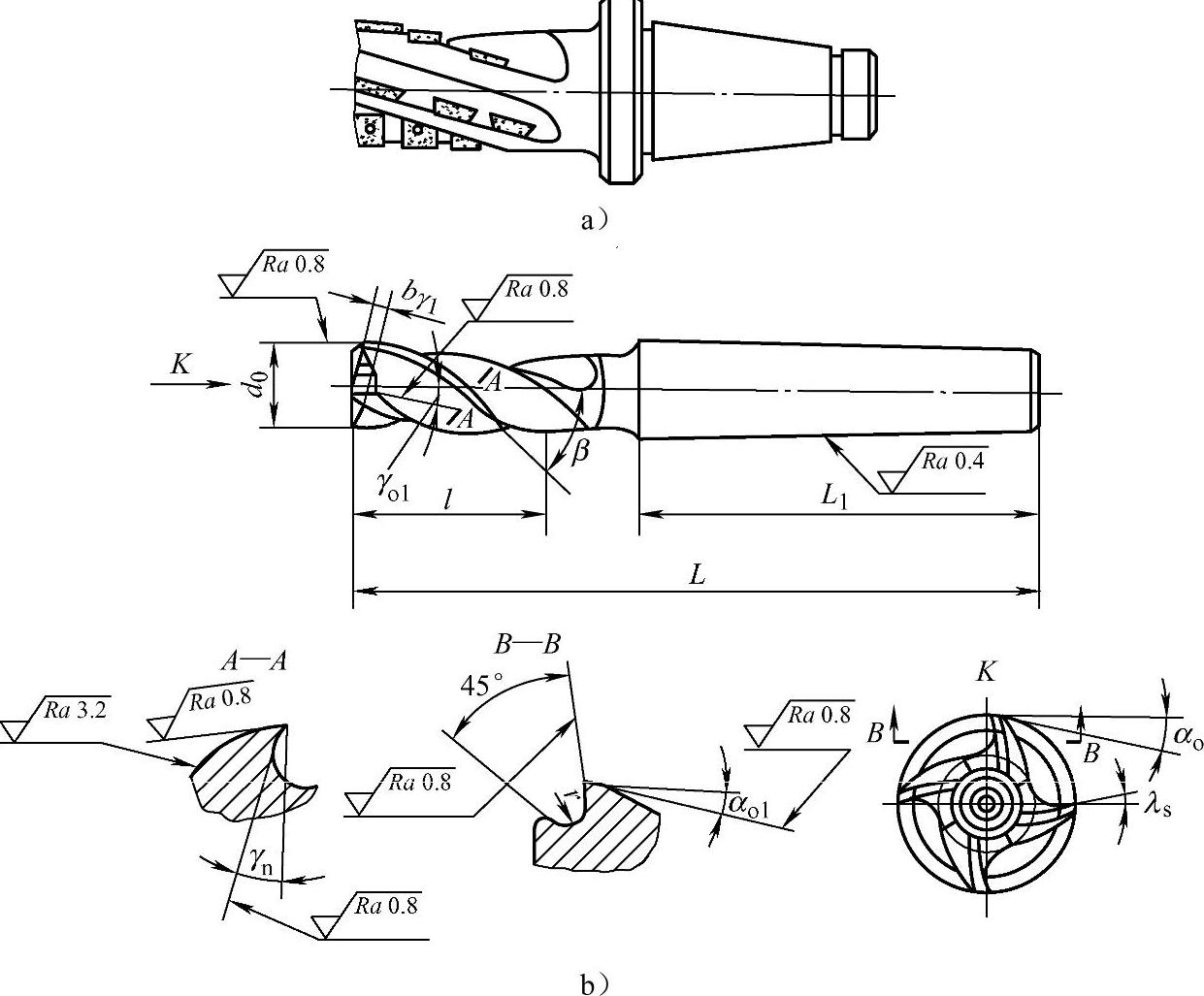
图2-13 立铣刀
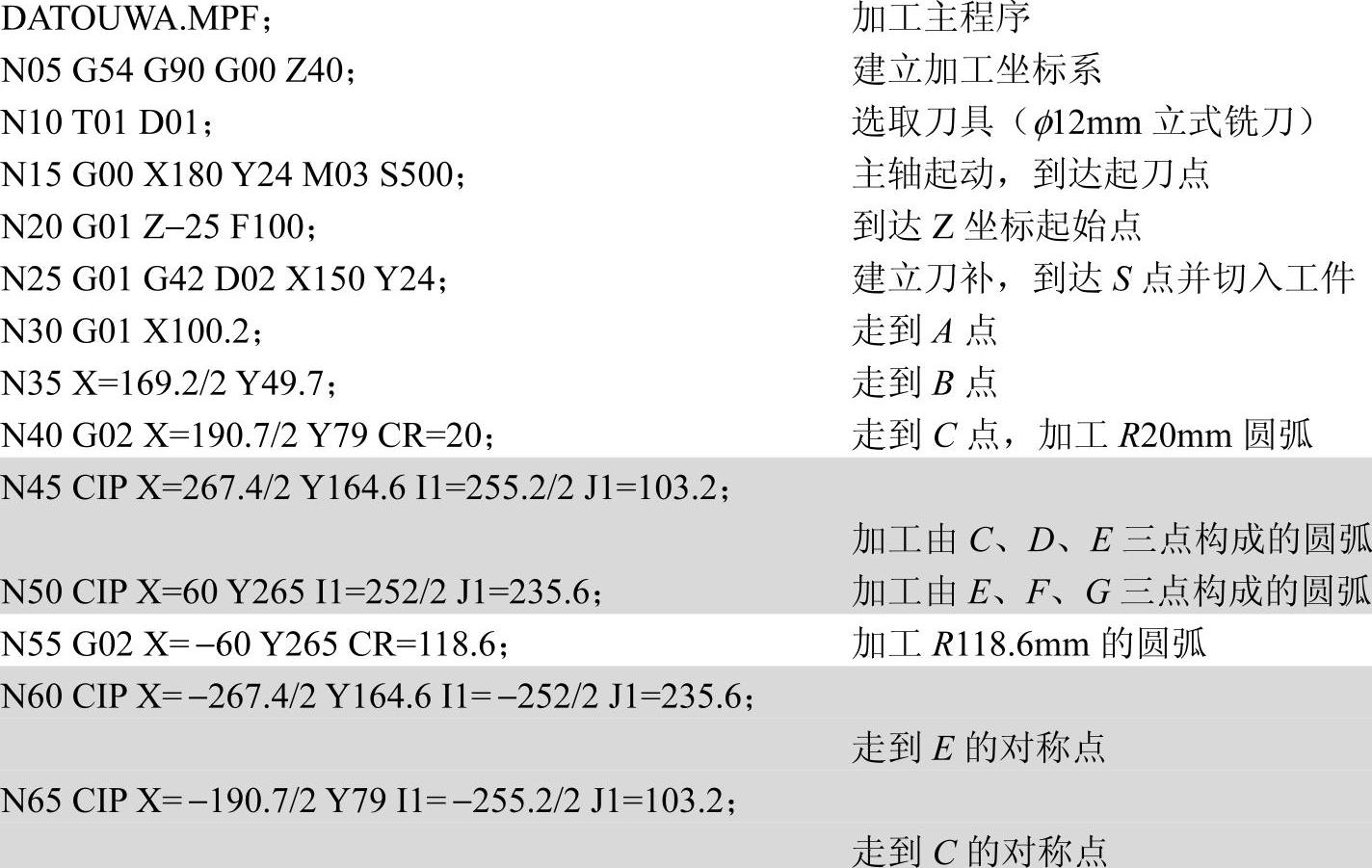
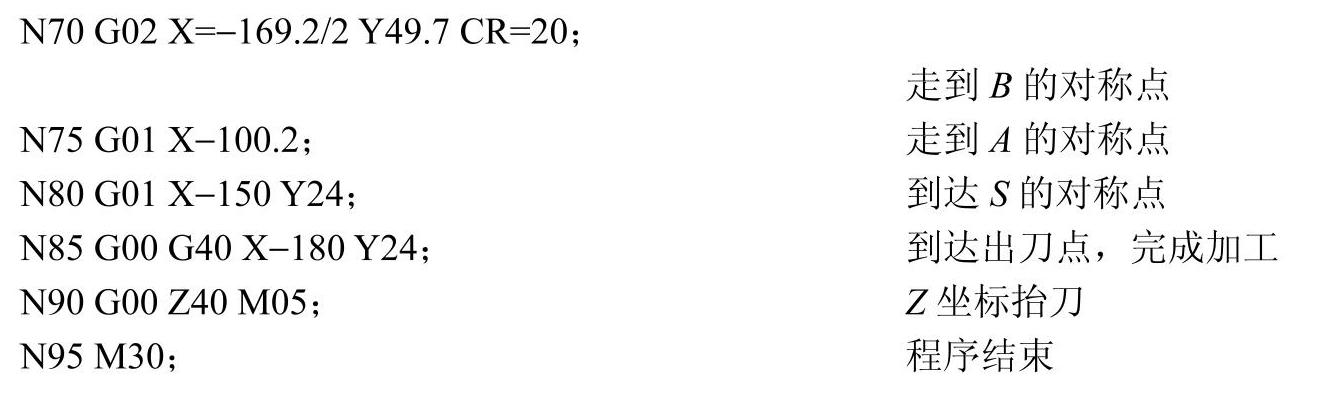
4.程序编写
程序如下:
点评
大头娃的“面部”轮廓中出现不光滑的现象,可采用相邻三点重复拟合,若有必要的话先精加工CDE、EFG,再增加一次DEF段的光整加工,以进一步提高轮廓的光滑程度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。