



【摘要】:加工图2-48所示零件上的17个孔,其中1~10号孔直径为20mm、孔深为40mm的浅孔;1l~14号孔是直径为14mm、孔深为20mm的不通孔;15~17号孔是直径为10mm、孔深为60mm的深孔,试编写加工程序。图2-48 固定循环功能应用举例工艺分析:为了提高孔的定位精度,所有的孔先用φ3mm中心钻定出孔位置,中心钻的长度补偿地址为D01,然后再加工各孔。
加工图2-48所示零件上的17个孔,其中1~10号孔直径为20mm、孔深为40mm的浅孔;1l~14号孔是直径为14mm、孔深为20mm的不通孔;15~17号孔是直径为10mm、孔深为60mm的深孔,试编写加工程序。
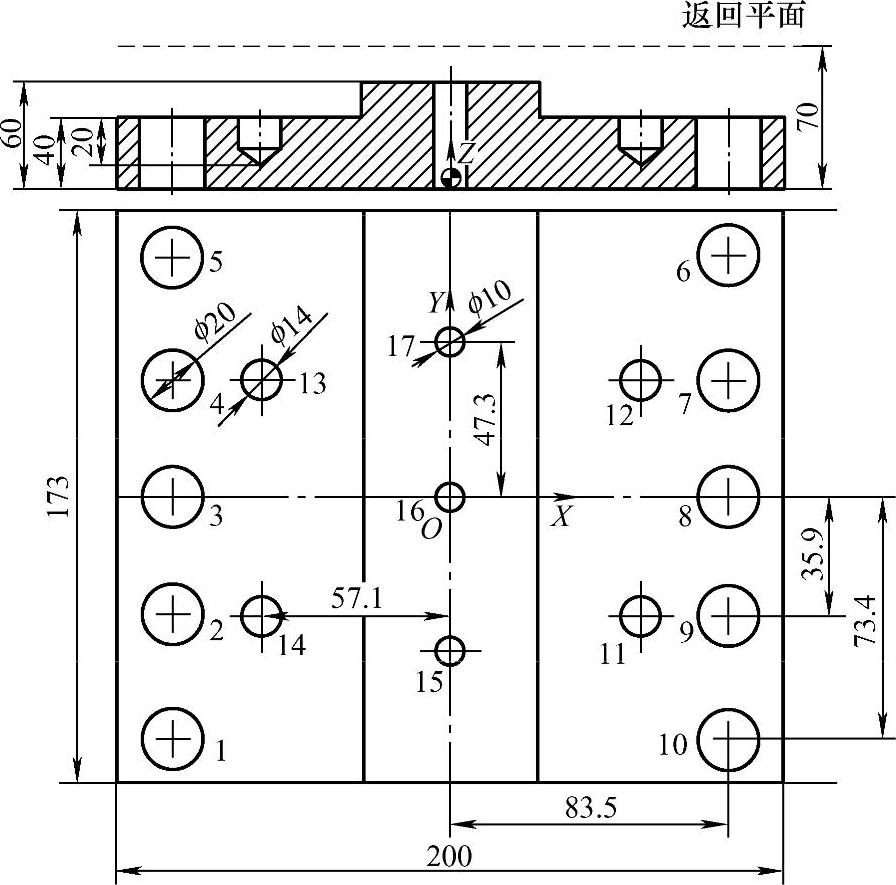
图2-48 固定循环功能应用举例
工艺分析:
为了提高孔的定位精度,所有的孔先用φ3mm中心钻(T1)定出孔位置,中心钻的长度补偿地址为D01,然后再加工各孔。由于各孔的尺寸不同,因此需选用不同尺寸的刀具加工钻1~10号孔用2号刀具φ20mm钻头,刀具长度补偿地址为D02;钻11~14号孔用3号刀具φ20mm钻头,刀具长度补偿地址为D03:钻15~17号孔用φ10mm的钻头,刀具长度补偿地址为D04;每把刀具的具体长度补偿值,既可以通过机外对刀仪进行测量,也可以通过在机床上的Z方向进行对刀来确定。
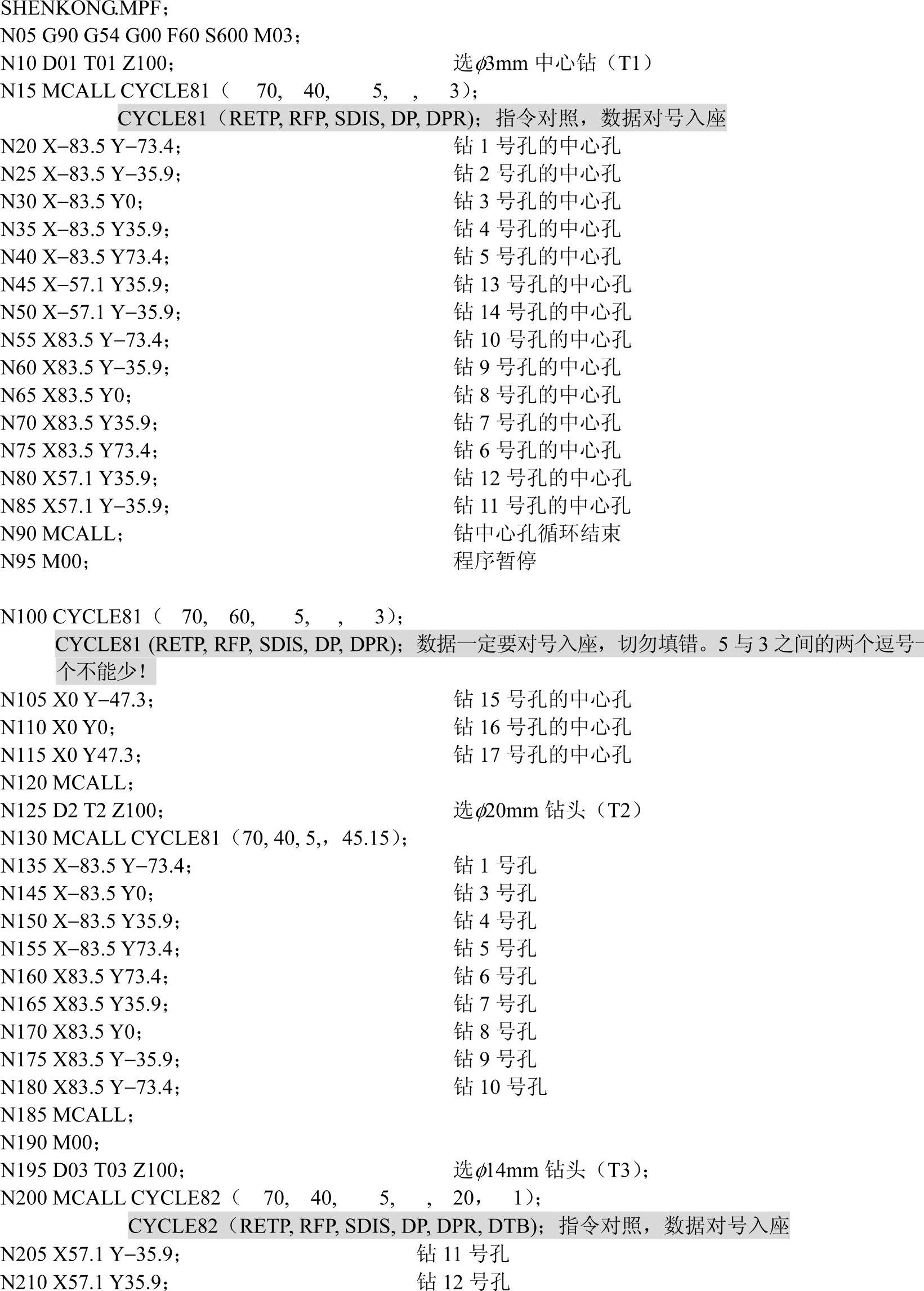
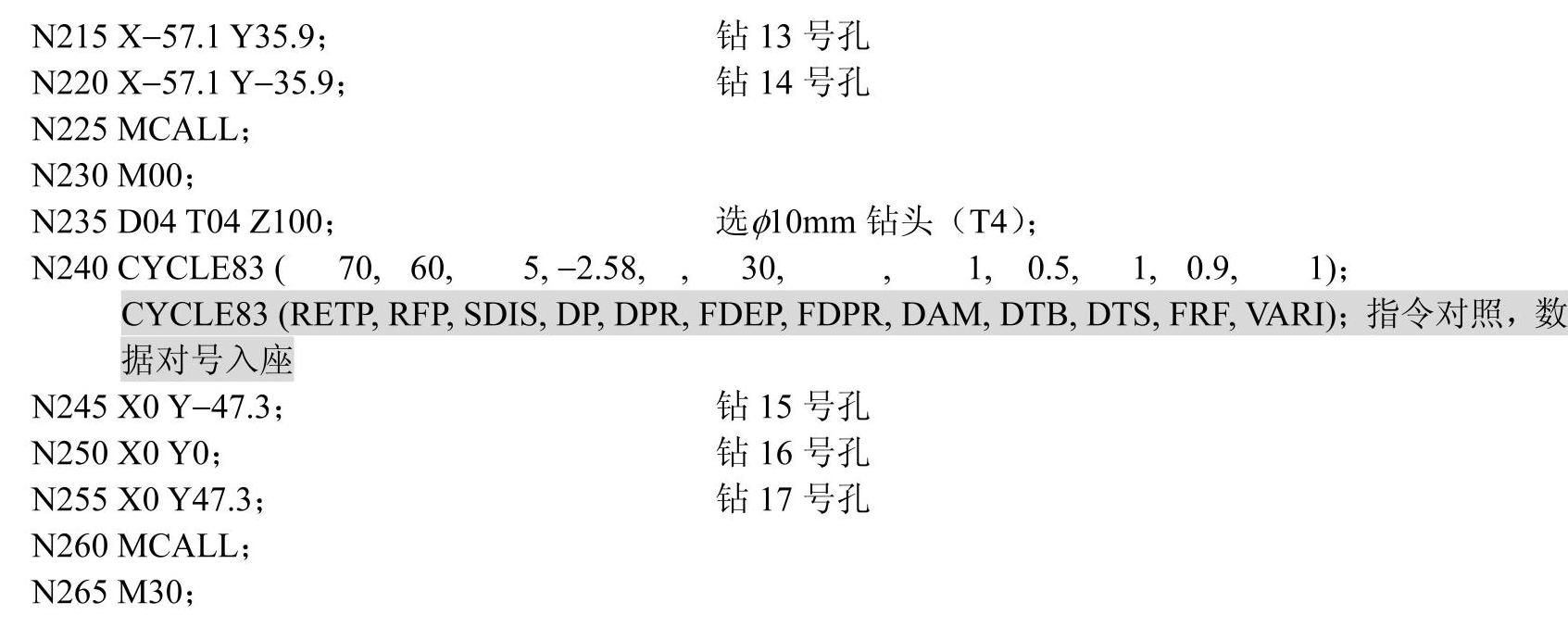
编程坐标系如图所示,零件60mm高的表面为Z向零点。1~14号孔和15~17号孔所在的平面不同,在编程时要特别注意各孔的参考平面与返回平面,否则会发生撞刀事故,为了安全,把返回平面定在Z=70mm的位置,各孔的安全距离设定为5mm。程序如下:(https://www.xing528.com)
点评
本例中,CYCLE81、CYCLE82、CYCLE83中的各参数填写一定要对号入座,可有时很容易填错,这个问题可以通过下面的例子得到解决,请读者注意。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。