



图3-36所示为带斜面凹槽的端面扇形接合齿离合器,试编写其数控加工程序。
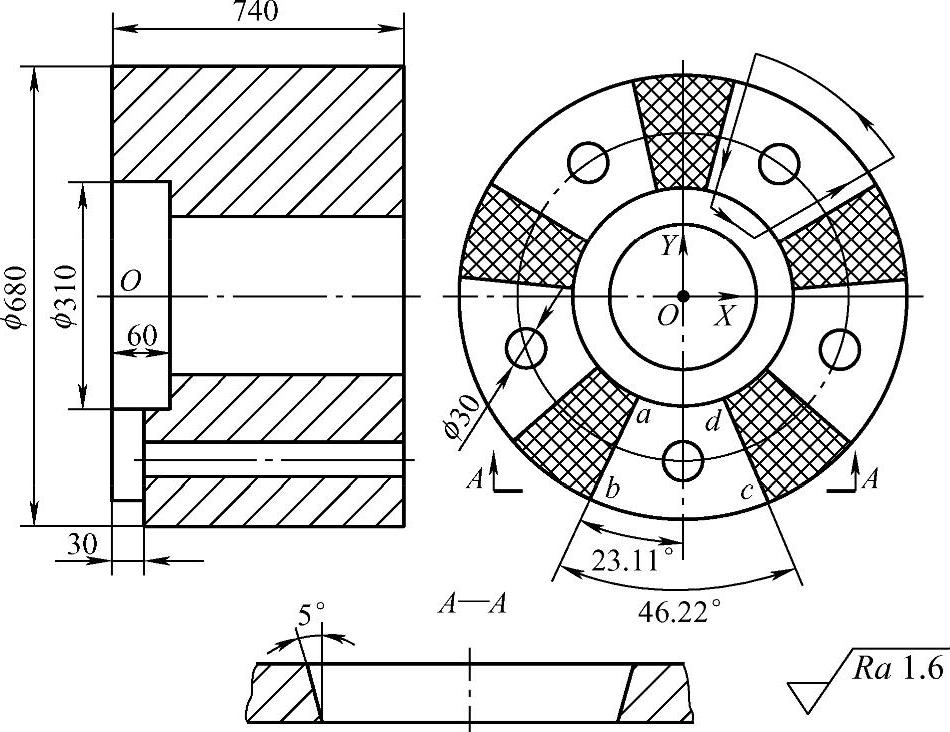
图3-36 带斜面凹槽的端面扇形接合齿离合器
1.加工工艺分析
离合器的种类很多,其端面扇形接合齿截面形状各异,所要求的加工精度也不一样,但它们都以凹槽侧面为工作面,其正面视图均为圆周均布的扇形槽,但凹槽的两侧面不同,常见的有两侧面为直面、两侧面为斜面。直面凹槽的加工精度要求低,而斜面凹槽加工精度要求高,各类离合器上的端面扇形接合齿以往都是在铣床上加工的,工序复杂,工人劳动强度大,需要设计和制造专用工装及样板,且加工精度不易保证。随着数控技术的推广应用,现采用数控机床加工各类离合器的端面扇形接合齿,由于零件属轴类零件,其端面及内、外圆等先在立或车床上车削加工到符合零件图样要求(简称“符图”),然后再采用FANUC系统φ160mm数控镗铣床加工其扇形凹槽,工效提高了十几倍,精度也得到了可靠的保证,取得了很好的效果。现以斜面凹槽的端面扇形接合齿离合器为例进行工艺方法与编程分析。
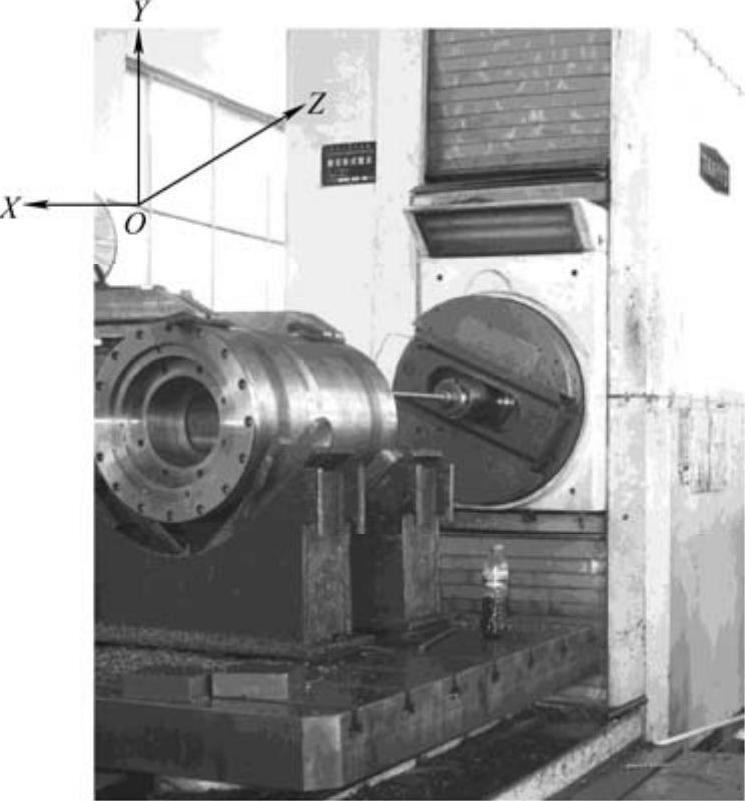
图3-37 端面扇形接合齿的坐标设定及装夹
2.工件的装夹
工件放在V形铁上,使加工平面位于机床的OXY坐标平面内,Z轴为刀具轴,由于零件加工部位呈圆周均布的特征,坐标零点设在工件中心点和端面上,工件关于Y轴对称布置,如图3-37所示X轴正向为起始边,工件内圆半径为R155mm、外圆半径为R340mm,刀具直径确定为φ80mm,工件在落地数控镗床上加工,该机床是FANUC数控系统,机床具有刀补功能,只需按工件的实际轮廓编程即可,设计进给路线时,须考虑切入切出的行程
3.扇形接合齿编程思路分析
能否编制一种既简便易行又对类似工件有一定通用性的程序呢?根据机床数控系统功能,采用了极坐标线性内插补及参数功能编程。通过实践证明,采用这种功能编制程序来加工各类型的扇形端面接合齿,其程序简便,使用参数少,不需要计算,不易出错,且具有一定的通用性。
加工程序中,在工件圆心处给定长度及半径刀具补偿后,刀具以坐标零点为极心,极坐标快速移动到a点,a点的极半径设定要小于工件内圆半径R155mm,以防刀具撞击工件,造成安全事故。
4.设计合理的进给路线
合理的进给路线可以保证加工质量,提高生产率,已知工件的内圆半径为R155mm,刀具直径为D,那么a点的极半径值为155mm−D/2。刀具从O点出发,按极坐标方式,进给到达a点,由a点到b点,再由b点到c点、d点,如图3-37所示。极半径值的确定比较灵活,可根据工件外圆半径尺寸、刀具半径来确定,如果工件外圆半径尺寸较大,刀具半径相对较小,这时扇形凹槽的外部边缘处有可能出现剩余部分,所以b点的极半径值大于(或等于)工件外圆半径尺寸较好,以能加工到扇形凹槽的最边缘为准,这样既可避免工件上有剩余部分,还可缩短进给路线,节约进给时间。
5.刀具选用
粗、精加工程序一样,只是刀具尺寸及刀具形状不一样,粗加工用φ80mm玉米铣刀,先加工出直槽来,同时要考虑切入与切出段距离,现分别设定为6mm。由于扇形凹台的外径、中径、根径和斜角尺寸精度要求较高,精加工时采用斜度与凹槽侧面相一致的成形锥度铣刀加工,即用锥度为5°的φ63mm成形锥度铣刀。
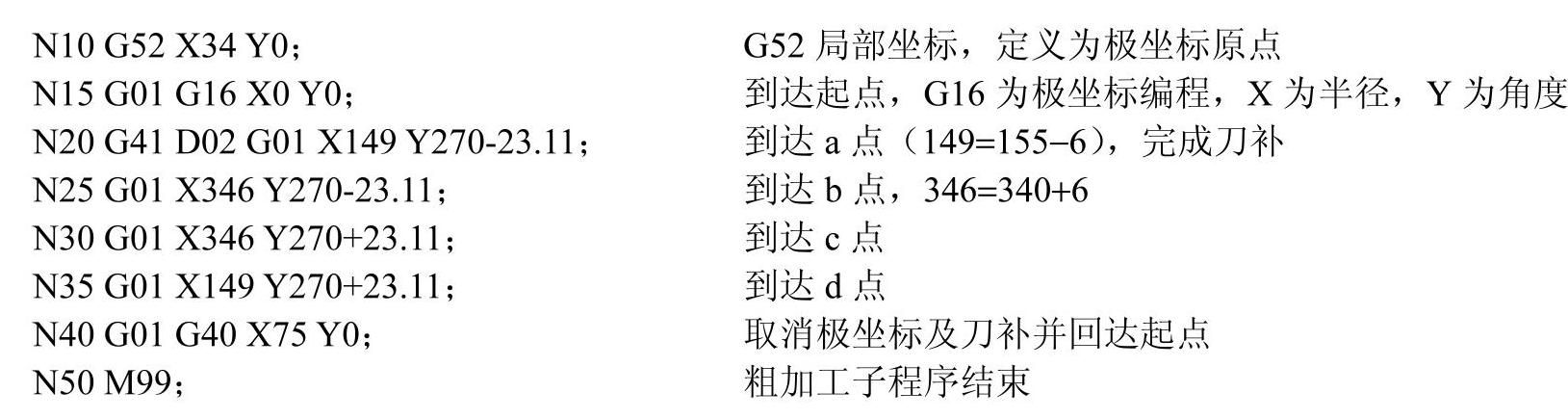
6.扇形齿槽粗加工子程序
程序如下:(https://www.xing528.com)

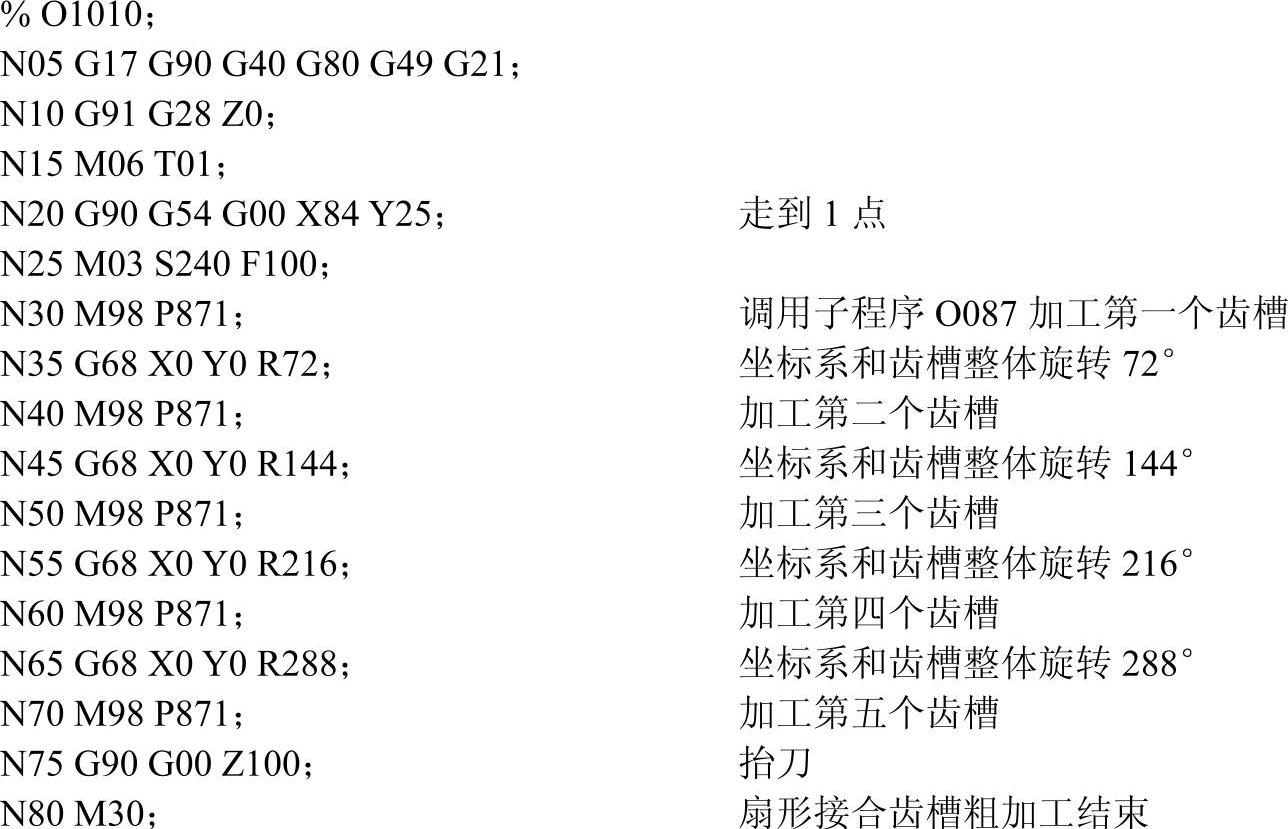
7.粗加工主程序
程序如下:
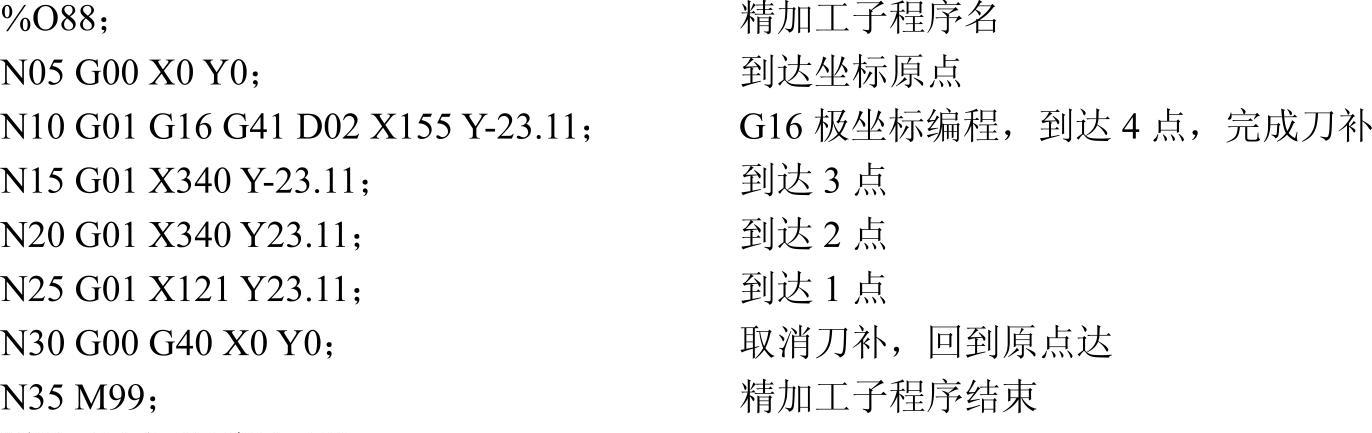
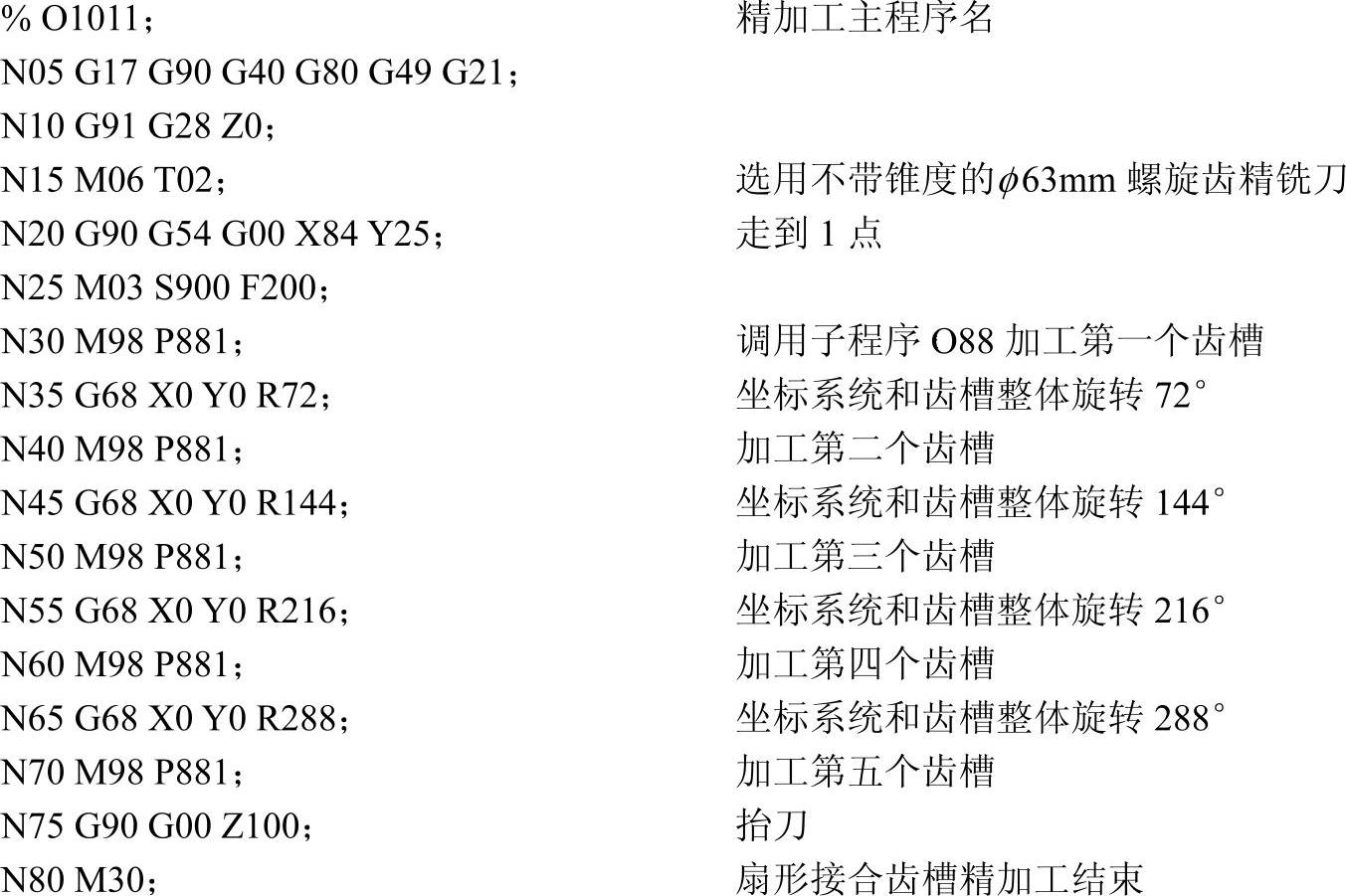
8.扇形接合齿(直槽)精加工
精加工时进给路线如图3-38a所示,其顶部直径要经调刀仪精确测定出来,由此算出加工凹槽时中径位置的刀具半径,这个中径位置的刀具半径即为刀具半径补偿值,刀具是不带锥度的φ63mm螺旋齿精铣刀。
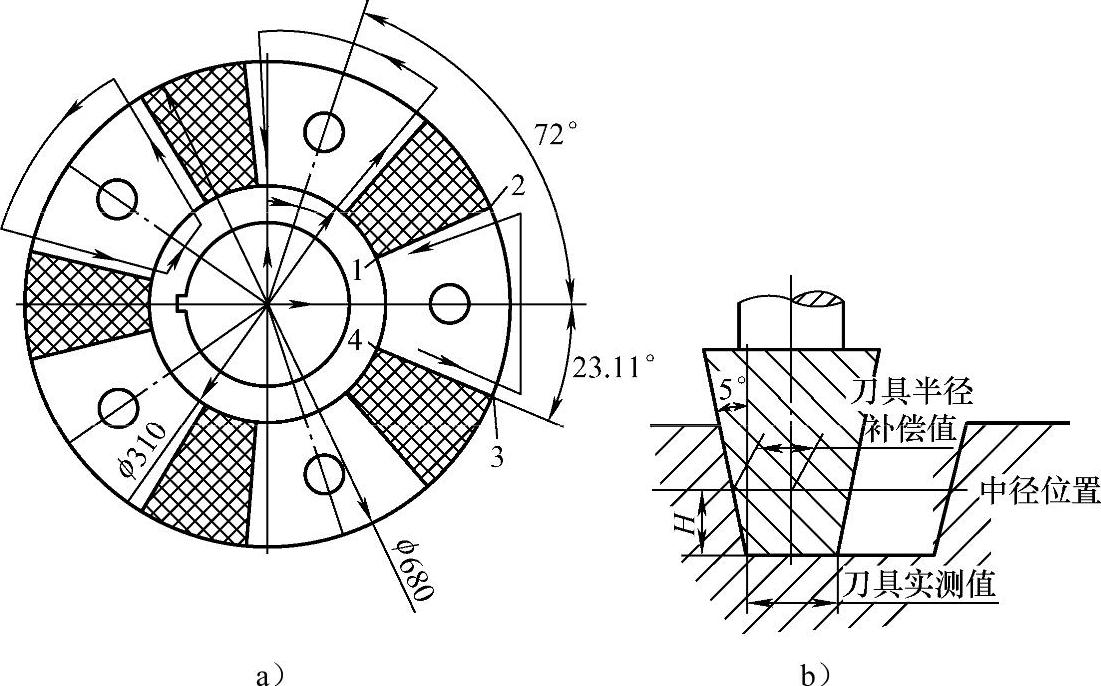
图3-38 进给路线与成形锥度铣刀
精加工子程序如下:
精加工主程序如下:
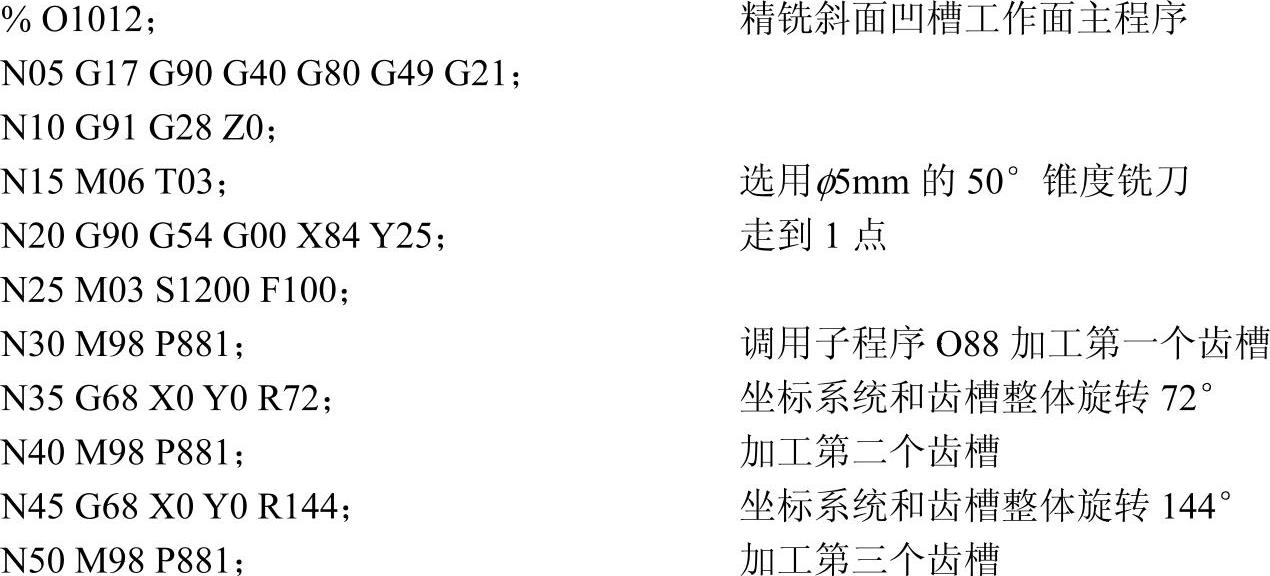
9.锥度铣刀精铣斜面凹槽工作面
斜面凹槽工作面的精加工用φ5mm的50°锥度铣刀,其扇形凹台的外径、中径、根径和斜角尺寸精度要求较高,上述子程序仍然适用,精加工时采用斜度与凹槽侧面相一致的成形角度铣刀加工,成形铣刀的顶部直径要经调刀仪精确测定出来,由此算出加工凹槽时中径位置的刀具半径,如图3-38b所示。这个中径位置的刀具半径即为刀具半径补偿值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。