



现在用的电缆导体钎焊工艺有,熔剂法、摩擦法和模铸法三种。其要点分述如下:
1.铝导体熔剂法工艺
(1)准备工作
表14-1-20 钎接用连接管规格及主要尺寸
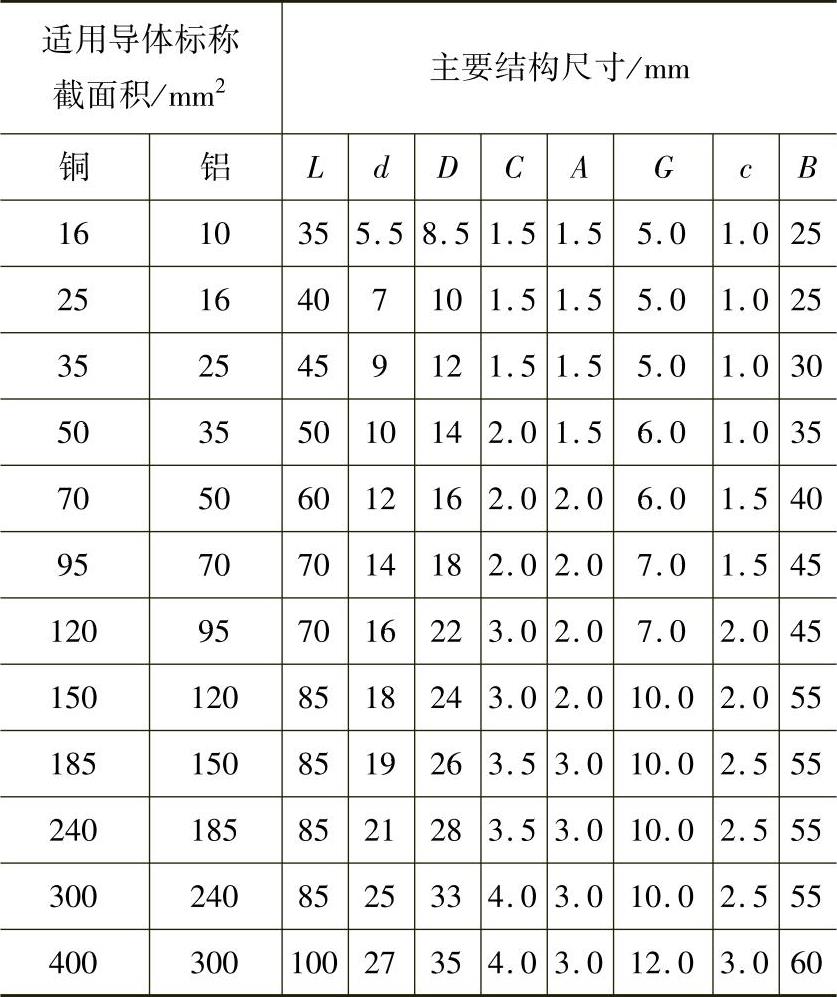
1)在电缆导体中间或终端连接时,应按一定长度剥切电缆绝缘,每端剥去绝缘长度除设计规定外,一般为连接管长度的一半或接线端子圆筒长度再加上20~25mm。
2)在电缆导体绝缘外包绕油浸布带(指油纸电缆)或聚氯乙烯带(指聚氯乙烯绝缘电缆)以保护绝缘,然后用溶剂将导体上的油污清洗干净,用刷子刷去导体表面氧化膜,把导体放入连接管内,保持两根电缆导体两端间留出4~5mm的间隙,让钎接时焊料易于流动。铝连接管内表面如采用没有浸涂焊料处理的铝管,其内壁应以锉刀锉毛。
3)在连接管两端向绝缘方向包绕石棉绳(或石棉布),包至离绝缘剥切处2~3mm长,包绕厚度应大于管壁厚度,绕包应紧密,外面再包绕两层铝箔,以减少焊接时热传到绝缘上。如采用熔化温度较高的焊料(如250~320℃)时,两端最好加装冷却器制冷。
(2)焊接
1)加入助熔剂从连接管大槽口中,将助熔剂涂敷到可见的线芯上和两线芯端部之间间隙中,间隙处应多敷一些。助熔剂极易吸潮,故在敷入之前,最好事先将连接管预热到50℃左右。不要用手直接接触熔剂,防止浸入伤口或眼内。选用的助熔剂,应与所使用的焊料熔点匹配,一般要求助熔剂的反应温度应低于焊接温度20℃左右。
2)熔化助熔剂调小汽油喷灯火焰,集中火力加热连接管底部中间,将喷灯左右来回移动,应避免火焰直接接触助熔剂和线芯。在助熔剂熔化过程中,根据情况可继续添加一些助熔剂,在熔化中可用洁净铁丝将助熔剂搅动,以使助熔剂能充分在裸露线芯及其两端完全覆盖。
3)加入焊料在助熔剂已基本达到熔化均匀并呈现出胶水状颜色时,同时用喷灯加热焊料,使其熔融后加入,加入的位置应在连接管两端1/4处,而且在两端轮番加入,以使焊料熔化后从两端向中间流动,这样可使熔渣和助熔剂残渣向连接管中部浮出而得到清除。
4)反应和钎接此时液态助熔剂在继续加温下,开始大量冒白烟,即表示助熔剂已与铝开始反应,可促使熔融的焊料沿助熔剂反应所及之处流布均匀。在熔入焊料过程的中、后期,应以木棒频频敲打连接管底部,以促进焊料渗透和加速夹杂物(反应后的残渣)的浮起。敲打方向应从下而上和从焊料加入处向中部。当焊料还处在熔化状态时,可用夹钳在连接管的两端和中部用力夹紧一次,使接头内导芯与焊料结合更为紧密。同时可用铁丝(将其端头敲扁)把聚集在连接管槽口中部浮起的夹杂物除掉。
5)焊后处理用洁净的揩布轻轻擦去槽口上过多的焊料,并加以修饰使接头饱满光洁。如发现接头中焊料不饱满还可补足。用硬脂酸钠涂抹接头外表,以加速其冷却。待焊料全部凝固后,拆除绕包的铝箔及石棉绳,用砂纸或锉刀修饰接头外表。
6)包扎按电缆施工要求进行绝缘包扎。
2.铝导体摩擦法工艺
摩擦法是用焊条边熔化边用力摩擦铝线表面,以除去氧化膜并进行施焊的方法。因此,要求焊料在熔化前有一定的强度,相对焊料熔化温度也较高。
(1)准备工作
1)为了保证多股铝线芯的每层单线都能有效地摩擦除膜,首先应剥切绝缘,并将绞合导线分层切割成阶梯状,剥切顺序、尺寸及措施如图14-1-14所示。
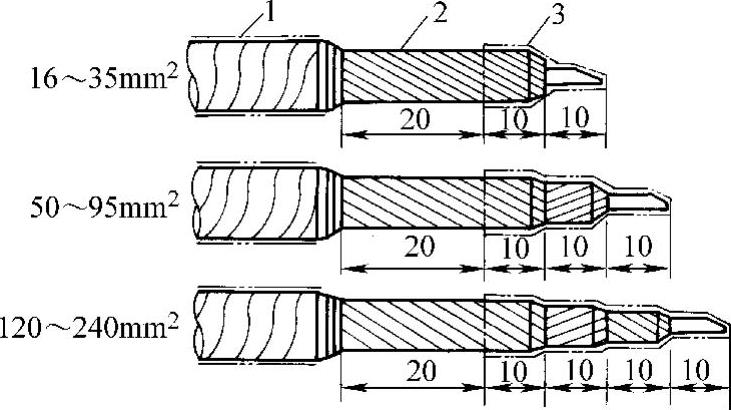
图14-1-14 铝线芯端头涂焊料的剥切尺寸与其截面的关系
1—双层铝箔带,适用于所有截面 2—安装保护遮屏的位置 3—虚线表示预涂底层焊料处
2)在靠近剥切端部的绝缘层外面(图中1位置)包绕两层铝箔层,长度为30~50mm,在完整的裸露线上(图中2位置)装上冷却器(即保护遮屏),冷却器用铁皮制成可拆式,厚度2~3mm。
3)将全部裸露铝芯用钢丝刷清除铝线上的氧化铝膜,至发出金属光泽为止。用汽油抹布仔细擦去线芯上的电缆油或橡皮塑料的残垢,若扇形芯应扎成圆形,绝缘端部用铜丝扎紧。在铝箔外面和冷却器后端的导体上包石棉绳或布。(https://www.xing528.com)
(2)预涂底层焊料
1)用汽油喷灯将铝线芯加热到接近焊料熔化温度,边加热焊条,边用焊条摩擦各层绞线的表面和端部(图中3的位置)使熔化的焊料涂在线芯末端上。
2)用钢丝刷端头浸入到覆盖在铝端头的焊料中,来回擦刷铝芯,以进一步除去新生成的氧化铝膜,促使焊料更好地焊在线芯表面。
3)均匀涂上焊料后,将铝芯表面用干净的揩布抹一下,露出光亮的焊料层,即表示钎料打底工作完成。
(3)端接或对接
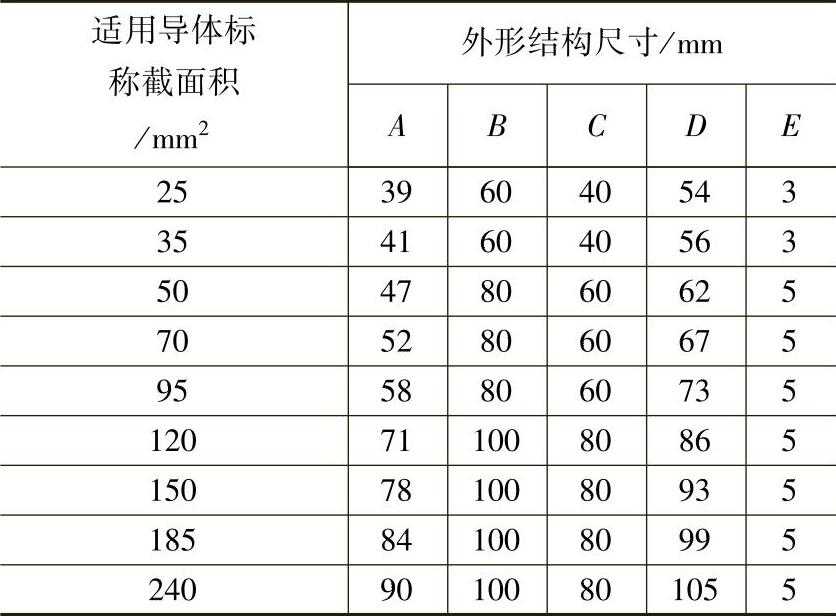
1)端接时,将已涂好底层焊料的铝芯垂直放入铝接线端子(其规格与用熔剂法的相同)或铜接线端子中。铜端子应预涂锡,铝端子应预涂底层焊料。做连接头时,将已涂好底层焊料的两根铝线芯放入可拆开的铁皮模中,在铁皮模两端处应包绕石棉绳(带),防止焊料淌出。然后在靠近绝缘处进行隔热保护和装上冷却器。对接用可拆卸铁皮模形状尺寸如图14-1-15及表14-1-21所示。
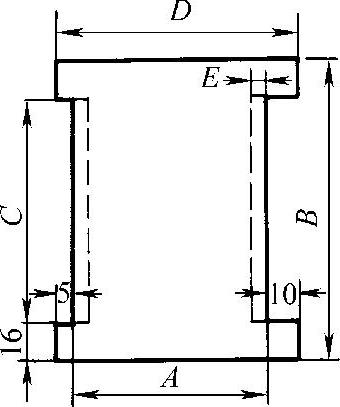
图14-1-15 摩擦法钎焊铝线对接用的铁皮模
2)用喷灯加热铝端子或中间对接头的铁皮模外部,直到使焊料熔化并填满模子或端子圆筒为止。在加热铁皮模时,应先从模底中间部位左右往复移动。
表14-1-21 铁皮模结构尺寸
3)在熔化焊料时,用带有木柄的钢勺慢慢搅动,除去焊渣。在停止加热后,应及时轻轻敲打模子使焊料沉陷密实。
4)待接头冷却后,取下冷却器、铝箔、石棉绳及模子,锉平焊接头粗糙面,用汽油擦干净。然后,按电缆施工工艺进行绝缘包扎。
(4)模铸法(镉焊) 它是目前钎接铜、铝导体较普遍使用的一种工艺。现在国内高压电缆导体等直径连接也在应用。这种方法不需借助外部的热或电的能源,而靠镉焊粉剂在石墨铸模的燃烧室以一定温度燃烧熔化后淌入成型模腔熔铸而成。铸模为半对称型,其一瓣的剖面形状如图14-1-16所示。
模铸法工艺:
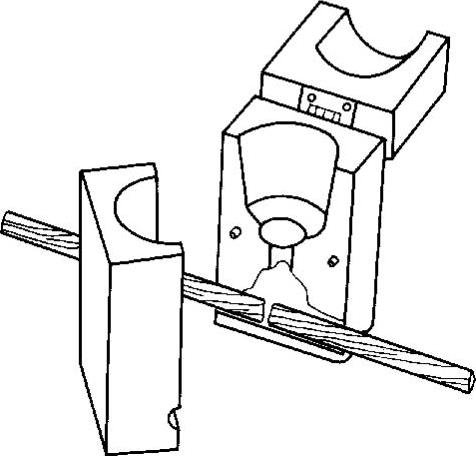
图14-1-16 镉焊用石墨铸模
1)将准备用石墨铸模焊接的导体用汽油擦洗干净后,选择与线径大小相配的石墨铸模,将导体插入模腔。
2)把钢片放进铸模坩埚的底部。
3)把粉化的镉焊剂倒入粉剂石墨坩埚中,上面敷设一层点火材料(铝热焊剂)到铸模模口为止,点火引燃。
4)通过粉化焊剂中铝氧化铜的还原作用(即放热反应)将镉粉熔化,通过孔道流入模腔将导体焊接在一起。
5)等焊料冷却凝固后,打开模子取出接头,对外表进行修整,并清除熔渣。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。