



在焊接过程中,焊条的作用很大,一方面传导焊接电流,另一方面构成焊缝金属的填充物,因此只有正确选用及使用好焊条,才能保证焊缝的力学性能和耐蚀性,确保焊接产品的质量。
1.焊条的选用原则
选用焊条时,必须按下列原则综合考虑:
1)按母材的力学性能和化学成分,选用相应的焊条。
①对结构钢(如低碳钢、中碳钢、普低钢)的焊接,应选用强度等级和母材相同或稍高的焊条,但不能选用强度过高的焊条。
②对特种钢,如耐热钢、耐腐蚀钢等,为了保证焊缝接头的特殊性能,要求选用主要合金元素相同或相近的焊条。
③如果母材含碳量较高(如中碳钢)或含硫、含磷较高造成产生焊接裂纹的倾向大,则应选用抗裂性较好的焊条,如碱性低氢型焊条。
2)考虑焊件的工作条件和使用性能。如承受动载荷的焊件,要求冲击韧度和伸长率较高,最好选用碱性低氢型焊条;耐蚀性高的焊件,应选用相应的耐腐蚀焊条。
3)考虑焊件形状、刚度大小和焊接部位等。
①对形状复杂、刚度大的焊件,由于焊缝金属收缩应力大,应选用抗裂性较好的焊条。
②对焊接部位难以清理干净的焊件,应选用氧化性强的,对铁锈、油污、氧化皮敏感性差的酸性焊条。
4)考虑工艺条件和焊接设备。
①应选用工艺性能好的焊条,对重要结构要作焊条的焊接性试验。
②选用与设备性能相适应的焊条。
5)还要考虑改善劳动条件、提高劳动生产率和经济合理性等因素。
2.常用钢材的焊条选用
常用钢号推荐选用的焊条见表3-4,不同钢号相焊推荐选用的焊条见表3-5。
3.焊条的使用
结构钢焊条、奥氏体不锈钢焊条和铜焊条等是安装工程中常用的几类焊条。各类焊条的使用必须根据焊条和焊件的性能,采取相应的措施,以保证焊接的质量。
表3-4 常用钢号推荐选用焊条
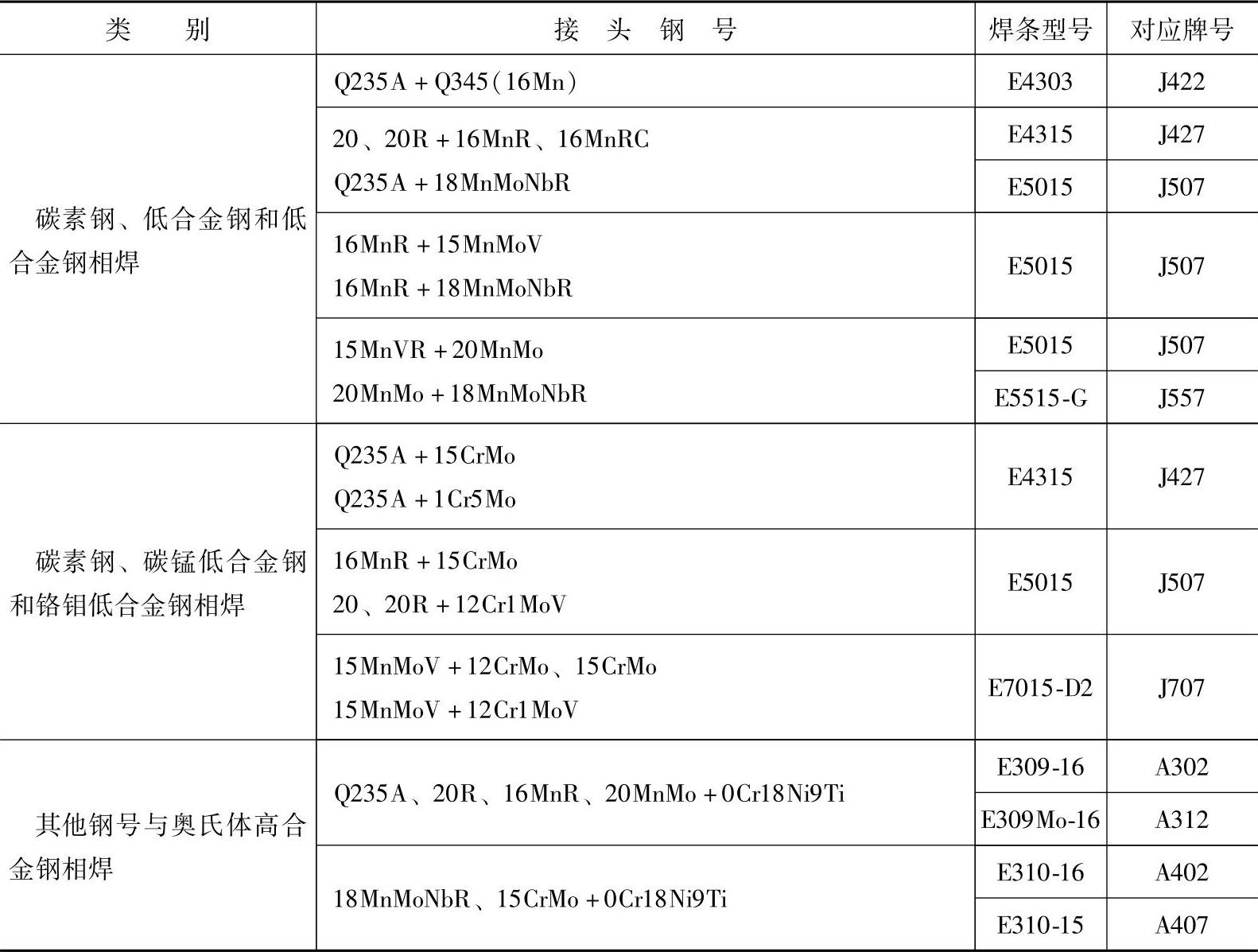
表3-5 不同钢号相焊推荐选用的焊条

(续)

注:括号中内容为旧标准牌号。
(1)结构钢焊条的使用 结构钢焊条主要包括碳钢焊条、低合金钢焊条、铸钢焊条等。
1)碳钢的焊接措施。低碳钢焊接性较好,一般不易产生焊接裂纹,故无需采取特别措施;中碳钢由于含碳量的增加,逐渐有产生焊接裂纹的倾向。防止方法是选用低氢型焊条,或焊缝金属具有良好塑性及高韧性的焊条,必要时,可将焊件预热处理。
2)低合金钢的焊接措施。低合金钢的种类较多,广泛使用的Q345、Q395等都具有较好的焊接性,可选用相应强度的焊条焊接。对某些焊接性较差的普通低合金结构钢和低合金高强度钢,在焊接时,应采用适当的工艺措施,如焊前预热、焊后热处理、采取多层多道焊接、焊条烘干等,防止产生裂纹。
3)铸钢的焊接措施。铸钢一般含碳量都较高,且厚度大,形状复杂,极易产生焊接裂纹,特别是铸钢中合金含量多时更为突出,故在焊接时,应低温预热(100~150℃)并使用强度较高、抗裂性能较好的低氢型焊条。
(2)奥氏体不锈钢焊条的使用 由于奥氏体不锈钢在焊接时受到重复加热,会析出碳化物,从而降低了使用性能,因此除按设备工作条件正确选用焊条外,还应注意以下事项:
1)不锈钢焊条的药皮通常有钛钙型和低氢型两种。钛钙型焊条由于电弧穿透度较浅,适宜薄板平焊,不适宜全位置焊。同时,由于不锈钢电阻大,交流电源焊接比采用直流电源容易发红,故应尽可能采用直流电源。低氢型焊条则必须用直流电源,并适宜全位置焊接。
2)各种不锈钢焊条在使用时应保持干燥,钛钙型药皮应经150℃烘1h,低氢型药皮应经200~300℃烘1h(注意不能多次重复烘干,否则药皮易开裂剥落),并防止药皮黏上油污等脏物,以免使焊缝增加含碳量和影响焊接质量。
3)为防止加热导致出现晶间腐蚀,焊接电流不宜过大,一般比低碳钢焊条低20%左右,同时电弧不要过长,层间要快冷,以窄道焊为宜。
4)为了便于区别,焊条头部均涂颜色标志。
(3)铜及铜合金焊条 铜及铜合金的焊接比钢困难,易产生金属氧化、元素蒸发、气孔、裂纹及变形等缺陷,故在焊接时必须注意下列事项:
1)焊件必须预热,并用较大的焊接电流。
2)装配间隙要宽,坡口角度要大些。
3)焊条应经250℃烘干1~2h,焊接处要清除油污、氧化物等杂质。
(4)酸性焊条 由于酸性焊条里的各种氧化物在焊接时放出多量的氧,促使合金元素氧化,减弱焊缝的合金化,使焊缝产生气孔,同时电弧里的氧电离后形成负离子,与氢离子H+有很大的亲合力,两者结合生成氢氧离子OH-,从而防止了氢离子H+溶入熔融金属,因此酸性焊条对铁锈不敏感,焊缝也较少地产生氢气孔。由于是酸性熔渣,其脱氧主要靠扩散方式。因为它不能有效地清除焊缝里的硫、磷等杂质,所以焊缝金属的冲击韧度较低。因此,这种酸性焊条只可用来焊接低碳钢和不重要的结构钢。酸性焊条焊接电流的选用见表3-6。(https://www.xing528.com)
表3-6 酸性焊条焊接电流选用表

(5)碱性低氢型焊条 由于是碱性熔渣,脱氧主要是通过置换反应,并能有效地清除焊缝中的硫和磷,加上焊缝的合金元素烧损减少,能够有效地进行焊缝合金化,所以焊缝金属力学性能良好。这类焊条主要用于焊接高强度低合金钢和特种性能合金钢等。
根据低氢型焊条的特点,在焊接时必须注意以下几点:
1)施焊前,一般应将焊条在250℃烘干1~2h,随烘随用。
2)焊前必须清除焊件上的铁锈、油污、水分等杂质。
3)焊接时必须用短弧操作,以窄焊道为宜。
4)用直流电源时,一般采用反极性接法,即焊条接正极。
5)焊接电流不宜太大,一般为同规格酸性焊条的90%。
4.焊条的检验
检验焊条,是焊接质量的重要保证措施之一。
(1)焊条质量的检验方法 焊条的质量可从以下方面进行检验:
1)质量良好的焊条在施焊中电弧燃烧稳定,焊芯和药皮熔化均匀,飞溅很少。
2)外表检验是否有气眼、偏心、机械损伤及是否光滑细腻。
3)药皮强度检查。将焊条从1m高度水平跌落到光滑铁板上,如果药皮无脱落现象,即证明焊条药皮强度好。
4)抗裂性的简易检查方法。对于低碳钢焊条,当用手弯曲焊条时,如果刚性很大,证明焊芯内含碳量较高,焊接时易产生裂纹。
5)应用化学分析和力学性能试验。此法科学,但较麻烦。
(2)鉴别焊条变质的方法 焊条是否变质可从以下方面进行检验:
1)将数根焊条放在手掌内互相滚击,若发出清脆的金属声则为干燥的焊条,若有低沉的沙沙声和表面起粉变色则为受潮的焊条。
2)将焊条在焊接回路中短路数秒钟,如果药皮表面有水蒸气产生,则为受潮的焊条。
3)受潮的焊条焊芯上常常有锈痕。
4)将厚皮焊条缓慢弯曲至120°,如果有大块涂料脱落或涂料表面毫无裂纹,则为受潮焊条。干燥焊条在轻弯后有小的脆裂声,继续弯至120°,在药皮受张力的一面应有小裂口出现。
5)焊接中若药皮成块脱落或产生许多水汽而有爆裂现象,说明是受潮的焊条。
5.焊条受潮后的处理
对于受潮后的焊条可按以下方法进行处理:
1)对于严重受潮、药皮脱落者,应予报废。
2)已受潮但不很严重的可再干燥。焊接时,如果未发现有成块药皮脱落的现象和焊缝表面气孔,则说明焊接质量基本上是可以保证的。
3)各类焊条如果只是焊芯出现轻微锈点,根据多方面试验结果,基本上还能保证焊接质量,但对于重要工程用的低氢型焊条,生锈后则应降级使用。
6.焊条的烘干与储存
为保证焊接质量,焊条必须进行烘干并应妥善地保管。
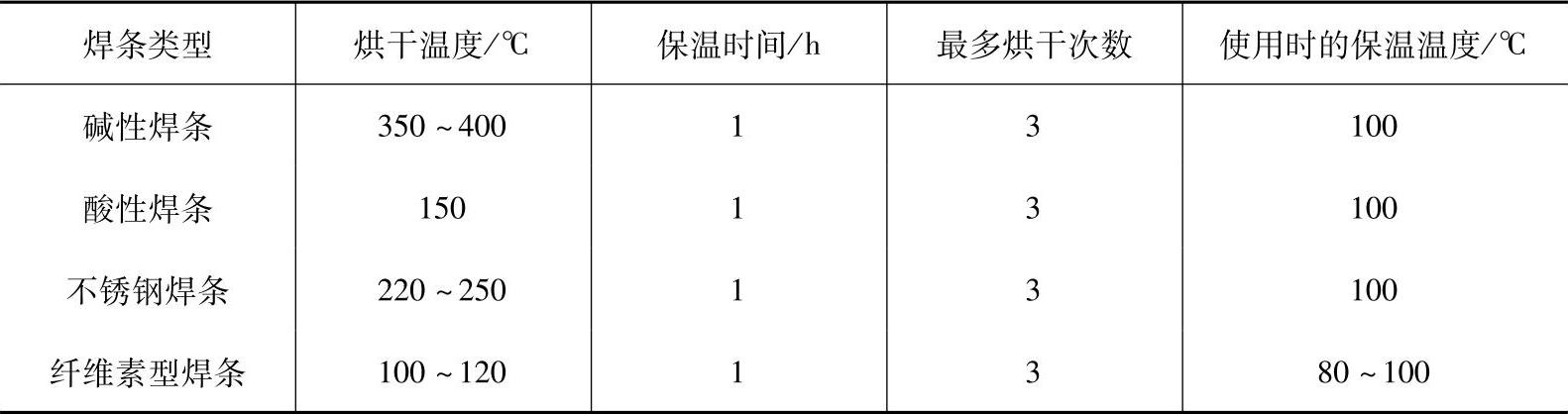
(1)焊条的烘干 由于碱性焊条药皮是采用水玻璃做粘结剂,酸性焊条是采用有机物做粘结剂,用木粉做造气剂,因此焊条的烘干温度不宜过高。不同类型焊条的烘干温度见表3-7。
表3-7 焊条的烘干
经过烘干的焊条,需装入焊条保温筒中使用。每当取出一根焊条后,须立即将保温筒盖好,避免空气中的水汽使烘干了的焊条回潮。
(2)焊条的储存 对于购买的合格焊条,应按以下要求进行储存:
1)各类焊条必须存放于通风良好、干燥的仓库中。
2)各类焊条均须垫高(不低于300mm)并分类堆放,且上下左右空气流通,以防止焊条受潮变质。
3)各类焊条必须堆放于距离墙壁300mm以外处。
4)重要工程部位使用的焊条,特别是低氢型焊条,最好存放在具有一定湿度和温度要求的仓库内。建议温度为10~150℃,相对湿度低于50%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。