



焊接电流是影响接头质量和焊接生产率的主要因素,而且是最重要的工艺因素之一。焊接电流必须选用得当。电流过大,会使焊芯过热,致使涂药过早脱落,增加飞溅和烧损,降低燃弧的稳定性,使焊缝成形困难;同时,易造成焊缝两侧咬边,根部过薄和烧穿;致使平焊、立焊和横焊位置的根部出现焊瘤,仰焊位置的根部出现凹陷。对于合金钢来说,金属组织过热,焊缝及近焊缝区金属容易变质,致使强度降低。若电流过小,则熔深不够,又易造成焊不透和熔化不良;同时,由于电弧热能小,熔化金属冷凝较快,焊缝中易形成夹渣和气孔。
焊接电流的确定主要取决于焊条直径。焊接电流过大时,焊条本身的电阻热会使焊条发红,药皮变质,甚至大块脱落,失去保护作用,而焊芯熔化过快,也会降低焊接质量。焊接电流过小时,电弧不稳定。因此对于一定直径的焊条会有一个合适的电流使用范围。表3-14为酸性碳钢焊条使用电流参考表。
表3-14 酸性碳钢焊条使用电流参考表

焊接电流大小的选择,还应考虑工件的厚度、接头形式、焊接位置和现场使用情况。在工件厚度大、角焊缝、环境温度较低及散热较快等情况下,可选用电流的上限,而在工件厚度不大,以及在立、横、仰焊位置和采用碱性焊条时,应适当减小焊接电流。
总之,在保证不烧穿和成形良好的情况下,尽量采用较大的焊接电流,再配合适当大的焊接速度,以提高生产率。
焊接电流一般按下列公式计算:
I=Kd
式中 I——焊接电流(A);
d——焊条直径(mm);(https://www.xing528.com)
K——经验系数,根据表3-15确定。
表3-15 经验系数K的确定

实际生产中,焊工常常是凭经验来选择焊接电流。可从下述几方面来判断电流的选用是否合适:
1)根据电弧吹力、熔池深浅、焊条熔化速度及飞溅大小来判断。电流大时,电弧吹力就大,熔池就深,焊条熔化速度就快,飞溅也就大。由于飞溅大,易造成焊缝两边的表面很不干净。电流小时,电弧吹力就小,熔池很浅,焊条熔化速度慢,飞溅特别小,而且熔渣和熔化金属不易分离和辨别。电流合适时,不仅电弧吹力、熔池深浅、焊条熔化速度和飞溅等都适当,而且熔渣与熔化金属也容易分离和辨别。
2)根据焊缝形状判断。电流过大时,焊缝波纹很低,外形不规则,沿焊缝有咬边现象,如图3-17中a所示。电流太小时,焊波窄而高,焊缝两侧与母材熔合得很不平整,甚至缺乏充分熔合,如图3-17中b所示。电流适合时,焊缝两侧与母材结合得很好,是缓坡形,如图3-17中c所示。此外,连接焊钳的电缆易发热,焊条后半截发红等都是电流过大的表现。电流很小时,焊条容易粘在焊件上。
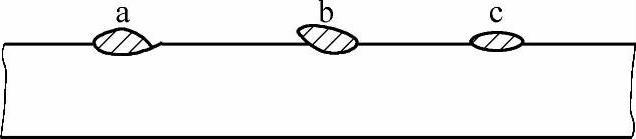
图3-17 不同电流时焊缝形状
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。