



【摘要】:焊缝倾角为0°~15°、焊缝转角为160°~180°的对接焊缝,或焊缝倾角为0°~15°、焊缝转角为115°~180°的角焊缝的焊接位置称为仰焊位置,在仰焊位置进行的焊接即为仰焊。6)仰焊可采用左向焊法,也可用右向焊法。7)仰焊时应特别注意操作姿势,防止飞溅金属微粒和金属熔滴烫伤面部及身体,并应选择较轻便的焊炬和细软的橡胶管,以减轻焊工的劳动强度。
焊缝倾角为0°~15°、焊缝转角为160°~180°的对接焊缝,或焊缝倾角为0°~15°、焊缝转角为115°~180°的角焊缝的焊接位置称为仰焊位置,在仰焊位置进行的焊接即为仰焊。通俗地讲,仰焊是指焊接火焰在工件下方,焊工需仰视工件才能进行焊接的操作,平板对接仰位气焊如图6-11所示。
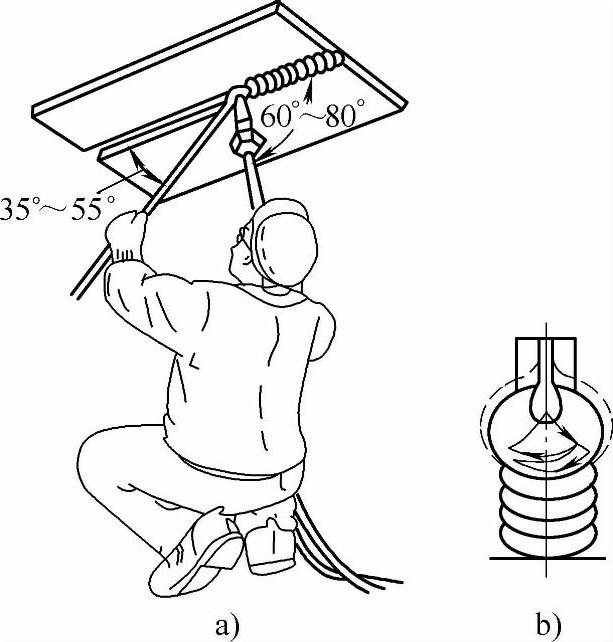
图6-11 平板对接仰位气焊
仰焊由于熔池向下,熔化金属易下坠,甚至滴落,劳动条件差,生产效率低,所以难以形成满意的熔池及理想的焊缝形状和焊接质量。仰焊一般用于焊接某些固定的焊件。仰焊的基本操作方法如下:
1)选择较小的火焰能率,所用的焊炬的焊嘴较平焊时小一号。
2)严格控制熔池温度、形状和大小,保持液态金属始终处于黏团状态。(https://www.xing528.com)
3)应采用较小直径的焊丝,以薄层堆敷上去。
4)仰焊带坡口或较厚的焊件时,必须采取多层焊,防止因单层焊熔滴过大而下坠。
5)对接接头仰焊时,焊嘴与焊件表面成60°~80°角,焊丝与焊件夹角35°~55°,在焊接过程中焊嘴应不断作扁圆形横向摆动,焊丝作“之”字形运动,并始终浸在熔池中(图6-11b),以疏散熔池的热量,让液体金属尽快凝固,并可获得良好的焊缝成形。
6)仰焊可采用左向焊法,也可用右向焊法。左向焊法便于控制熔池和送入焊丝,操作方便,较多采用;采用右向焊法时,焊丝的末端与火焰气流的压力能防止熔化金属下淌,使得焊缝成形较好。
7)仰焊时应特别注意操作姿势,防止飞溅金属微粒和金属熔滴烫伤面部及身体,并应选择较轻便的焊炬和细软的橡胶管,以减轻焊工的劳动强度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。