



在焊接应力及其他致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏,以致形成的新界面产生缝隙(称为焊接裂纹)。焊接裂纹具有尖锐的缺口和大长宽比的特征。焊接裂纹的形式是多种多样的,有的分布在焊缝表面,有的则分布在焊缝或热影响区中。通常把平行于焊缝的裂纹称为纵向裂纹,垂直于焊缝的裂纹称为横向裂纹,产生在弧坑中的裂纹称为弧坑裂纹,如图6-35所示。
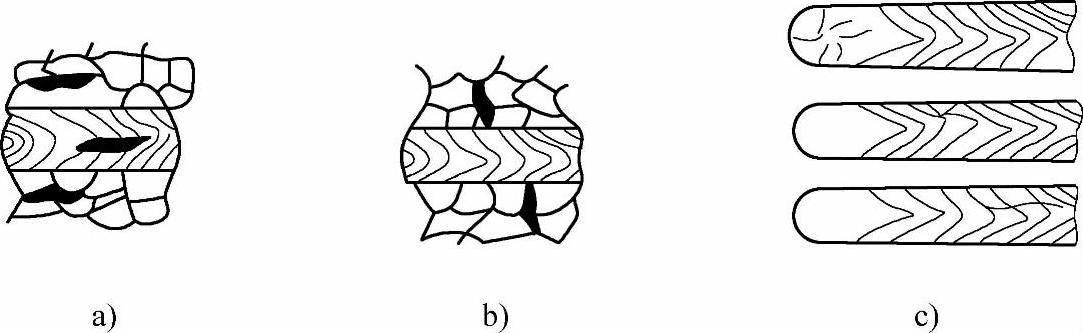
图6-35 裂纹分布形式
a)纵向裂纹 b)横向裂纹 c)弧坑裂纹
焊接裂纹是一种危害性极大的缺陷,它除了降低焊接接头的强度外,还因裂纹末端存在着尖锐的缺口,因此会引起应力集中,致使裂纹扩展。当焊件承载后,这种裂纹将成为断裂的起源,所以在焊接接头中是不允许有裂纹存在的。按照裂纹产生的温度不同,通常把裂纹分为热裂纹和冷裂纹两大类。(https://www.xing528.com)
(1)热裂纹 产生热裂纹的主要原因为:当熔池冷却结晶时,由于收缩受到母材的阻碍,使熔池受到了一个拉应力的作用。熔池金属中的碳、硫等元素和铁形成低熔点的化合物,在熔池金属大部分凝固的状态下,低熔点化合物会以液态存在,形成液态薄膜。在拉应力的作用下,液态薄膜被破坏,从而形成热裂纹。
预防热裂纹的措施主要有:严格控制母材和焊接材料的化学成分,严格控制碳、硫和磷的含量;控制焊缝断面形状,焊缝宽深比要适当;对刚性较大的焊件,应选择合适的焊接参数、合理的焊接顺序和方向;必要时应采取预热和缓冷措施。
(2)冷裂纹 产生冷裂纹的主要原因为:焊缝金属在高温时溶解氢较多,低温时由于溶解度下降,焊缝金属中溶解的氢减少,析出的氢残存在固态金属中形成氢分子,从而形成很大的内压力,致使冷裂纹的产生。焊接接头内存在较大的内应力,若被焊工件的淬透性较大,则在冷却过程中会形成淬硬组织,从而形成冷裂纹。
预防冷裂纹的措施主要有:严格去除焊缝坡口附近和焊丝表面的油污、铁锈等污物,减少焊缝中氢的来源;选择合适的焊接参数,防止冷却速度过快形成淬硬组织;采取焊前预热和焊后缓冷的方法改善焊接接头的金相组织,以降低热影响区的硬度和脆性,加速焊缝中的氢向外扩散,起到减少焊接应力的作用;采用合理的装配、焊接顺序,以改善焊件的应力状态;重要的焊件焊后应立即进行消氢处理,以减少焊缝中的氢含量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。