



【摘要】:球墨铸铁焊丝有加稀土镁和稀土钇两种。球墨铸铁补焊的操作方法与灰铸铁大致相同,施焊注意事项有如下几点:1)补焊时加热速度和冷却速度应均匀、缓慢,防止产生白口和裂纹。球墨铸铁焊丝型号及化学成分见表10-30。表10-30 球墨铸铁焊丝型号及化学成分4)焊接时,还应注意焊接时间不宜过长,一般为15~20min,否则会降低焊接接头的力学性能。5)焊补球墨铸铁,焊后应缓冷。对性能要求高的球墨铸铁件在焊后应经过退火或正火热处理。
由于气焊焊补具有火焰温度低、加热及冷却缓慢的特点,因而对减弱球墨铸铁焊接接头产生白口及马氏体形成的倾向是有利的,同时由于火焰温度低,可以减少球化剂的蒸发,促使焊缝金属的石墨化过程得到充分进行,所以气焊有利于焊缝获得球墨铸铁组织,是焊接球墨铸铁的一种较好的方法,常用于质量要求较高的中小型球墨铸铁件(如曲轴等)的补焊。球墨铸铁焊丝有加稀土镁和稀土钇两种。钇的沸点高,抗球化衰退能力比镁强,更有利于保证焊缝球墨化,故近年来应用较多。
球墨铸铁补焊的操作方法与灰铸铁大致相同,施焊注意事项有如下几点:
1)补焊时加热速度和冷却速度应均匀、缓慢,防止产生白口和裂纹。
2)采用中性焰或轻微碳化焰,不得采用氧化焰,否则将造成大量球化剂烧损。
3)采用专用的焊剂(脱水硼砂)。
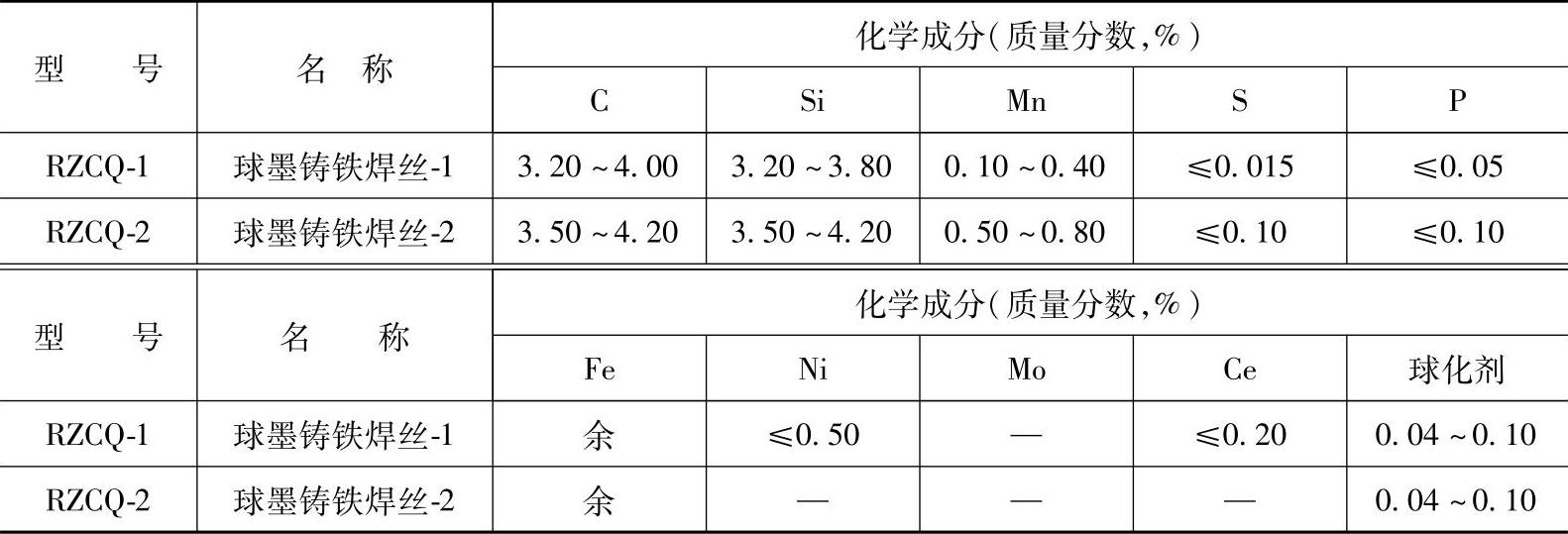
球墨铸铁焊丝型号及化学成分见表10-30。(https://www.xing528.com)
表10-30 球墨铸铁焊丝型号及化学成分(摘自GB 10044—88)
4)焊接时,还应注意焊接时间不宜过长,一般为15~20min,否则会降低焊接接头的力学性能。使用镁球铁焊丝时,连续焊接的时间应更短些。
5)焊补球墨铸铁,焊后应缓冷。对性能要求高的球墨铸铁件在焊后应经过退火或正火热处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。