



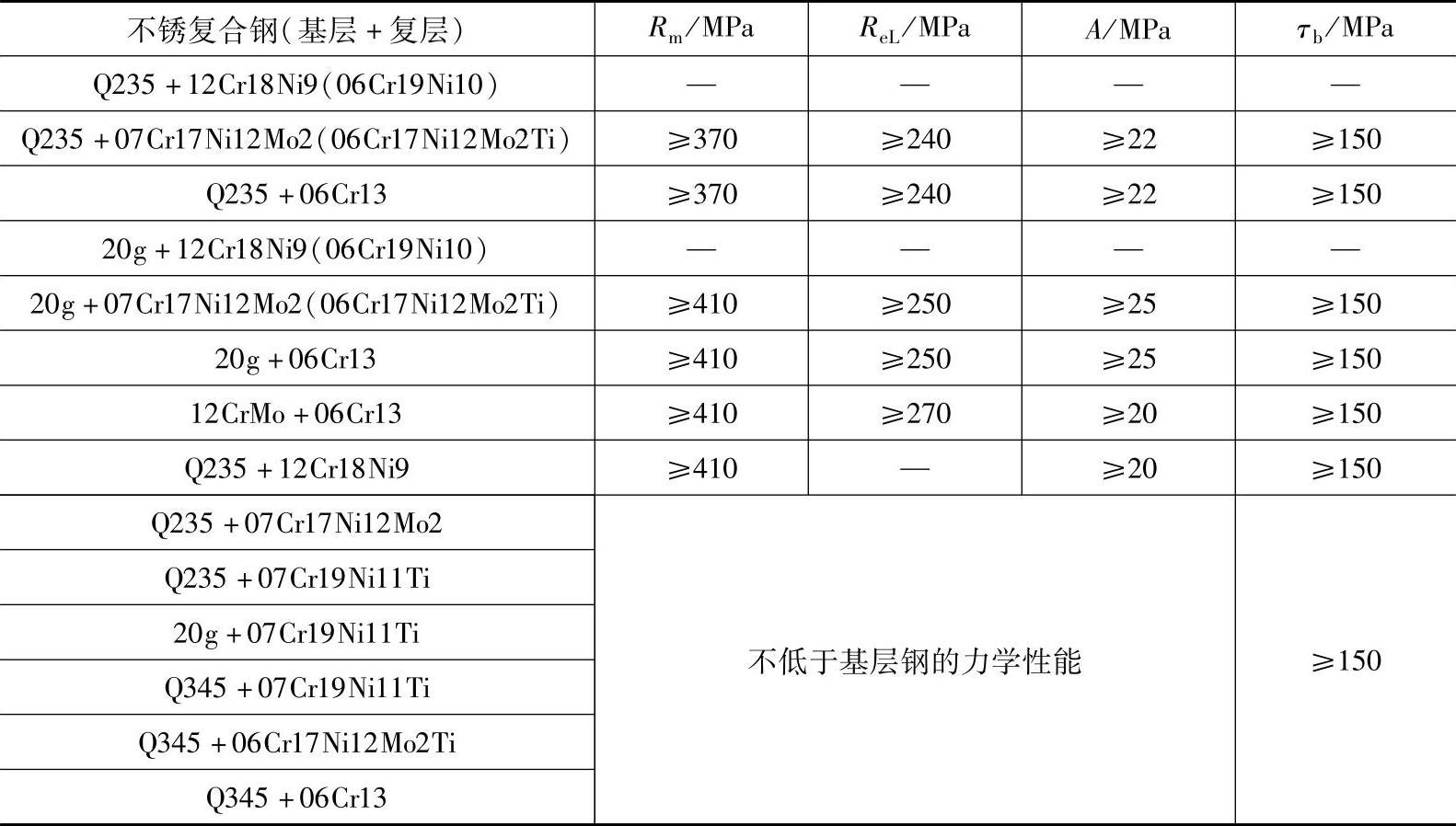
不锈复合钢板是以较薄的不锈钢为复层和珠光体钢(低碳钢、低合金钢)为基层复合轧制或焊接而制成的双金属板。不锈复合钢板的复层保证耐蚀性,基层满足结构强度和刚度的要求,通常,复层只占不锈复合钢板总厚度的10%~20%。表10-55给出了焊接生产中常用的不锈复合钢板种类。
表10-55 焊接生产中常用不锈复合钢板种类
不锈复合钢板焊接时,基层和复层是分开焊接的。复层的焊接工艺与相应的不锈钢相同,基层的焊接工艺则与珠光体钢相同,基层与复层交界处的焊接则属于异种钢焊接,即不锈复合钢板的焊接。
1.焊接材料的选用
为保证焊接质量,焊接材料的选择必须按照母材的成分、性能、接头形式和使用要求进行。选用焊接材料一般原则为:
1)保证焊接接头的使用性能。对于金相组织较为接近的异种钢接头,选择焊接材料要求焊缝金属的力学性能及其他性能不低于母材中性能较低一侧的指标。
2)能防止在焊接接头内产生冷裂纹和热裂纹。
3)当焊缝金属的强度和塑性不能相互兼顾时,应该选用塑性较好的焊接材料。
4)能防止气孔、夹渣等缺陷的产生,使焊缝具有一定的致密性。
5)具有良好的工艺性,焊缝美观。
6)焊缝金属组织具有稳定性,其物理性能要与两母材相适应。
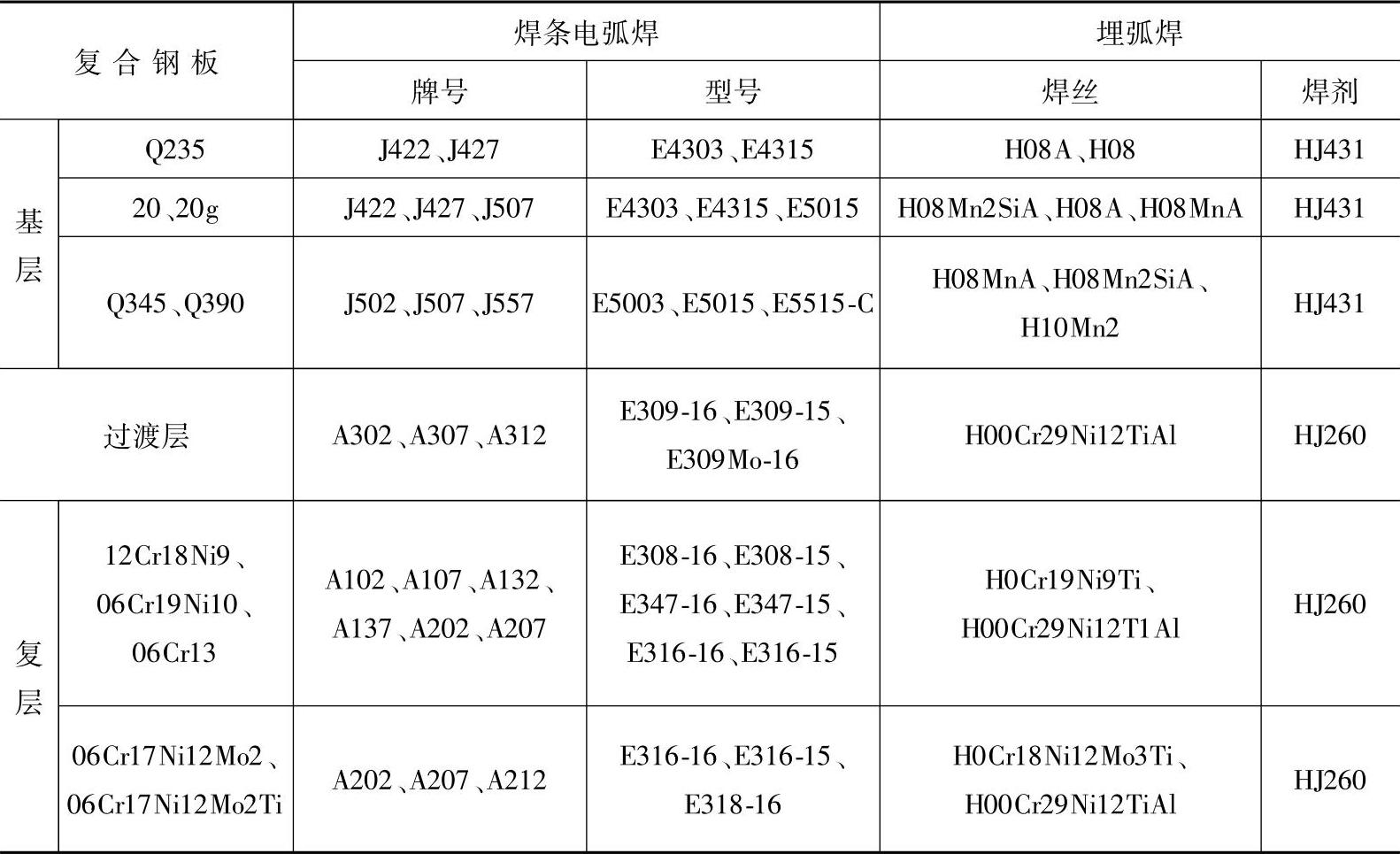
不锈复合钢板的基层和复层根据相应钢种选用相应的焊接材料,交界处焊缝过渡层的焊接采用高铬镍焊材,以保证过渡层焊缝的塑性和耐蚀性。其焊接材料选用见表10-56。
表10-56 常用不锈复合钢板的焊接材料选用(https://www.xing528.com)
2.坡口形式
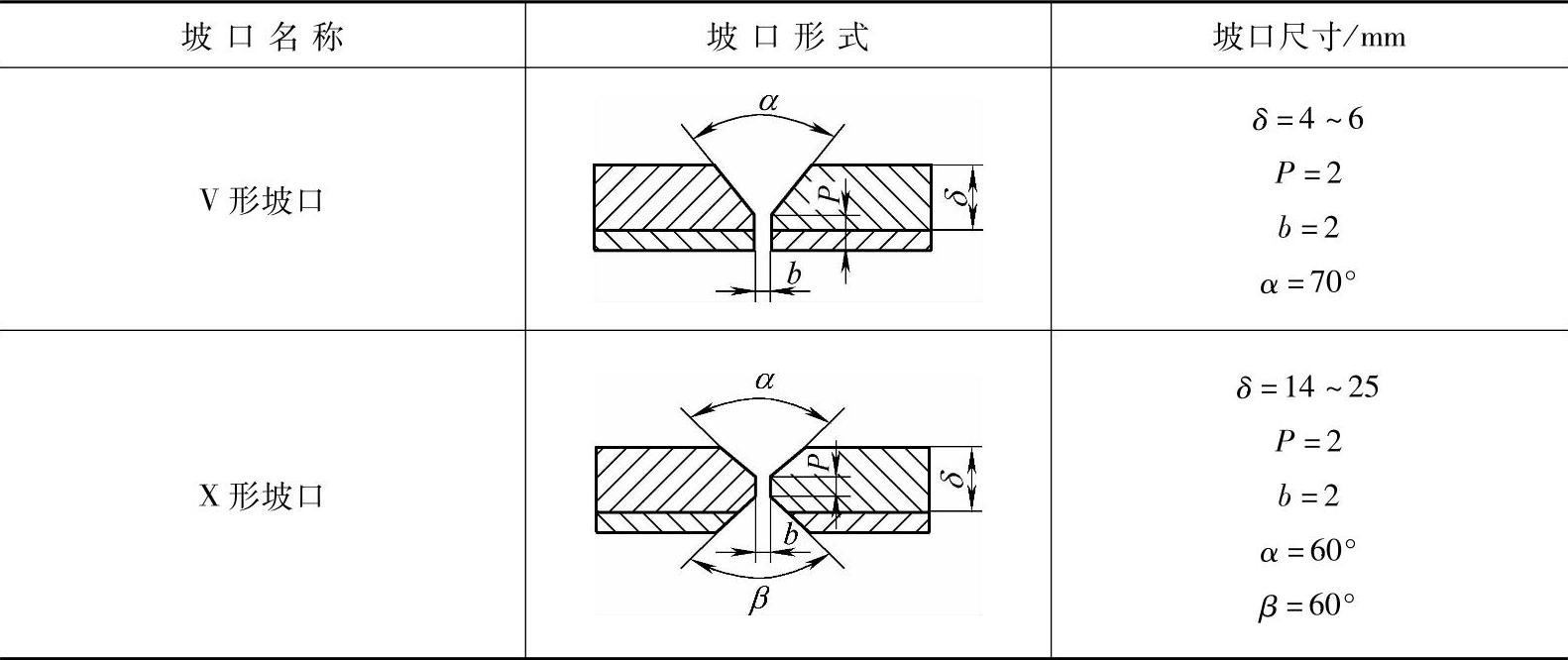
不锈复合钢板焊缝的坡口形式通常为V形坡口,开在基层一侧,接头坡口间隙和角度与碳钢相同,见表10-57。
表10-57 焊缝坡口形式与尺寸
3.操作要领
焊前装配应以复层为基准,防止错边过大而影响复层焊接质量。装配定位焊最好焊在基层面上。要防止碳钢焊条焊接在复层上或过渡层焊条焊在复层面上。
焊接过渡层时,为减少稀释率,在保证焊透的前提下尽可能采用小电流。焊接顺序一般是先焊基层,后焊过渡层,最后焊复层焊缝。图10-28所示的焊接顺序可提高接头的耐蚀性。

图10-28 不锈复合钢板的焊接顺序
a)组对 b)焊基层 c)修焊根 d)焊过渡层 e)焊复层
当因施工位置和条件所限而只能进行单面焊接时,采用V形坡口单面焊,先焊复层,再焊过渡层,最后焊接基层且在焊接时要尽可能使复层中少熔入基层成分。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。